Quick G-Kódu Arc Návod: ujistěte Se, G02 A G03 Snadné, Vyhnout se Chybám,
Kruhové Interpolace je Pohyb Po Kruhovém Oblouku
Poté, co právě dokončil projednávání lineární interpolace, nebo pohyb v přímé linii, dále jsme přijít na kruhové interpolace, což je pohyb po kruhovém oblouku. Kromě poměrně exotické schopnosti sledovat cestu „NURBS“ podporuje většina regulátorů g-kódu pouze dva druhy pohybu: lineární a kruhový. Kruhová interpolace je na vašem stroji o něco náročnější, protože dvě osy musí být přesně koordinovány. Kreslení úplného kruhu zahrnuje nejen koordinovaný pohyb, ale obrácení směru v každém ze 4 kvadrantových bodů. To by byly body odpovídající 0, 90, 180 a 270 stupňů. Pokud má stroj vůbec nějakou vůli, bude to při těchto zvratech zřejmé, protože tam bude závada v řezu.
Kruhový Pohyb je Režim Zahájen Prostřednictvím G02 a G03
Jako lineární pohyb (zahájené G00 a G01), kruhový pohyb je režim zahájen prostřednictvím G02 nebo G03. G02 zavádí režim pro kruhové oblouky ve směru hodinových ručiček. G03 zavádí režim pro kruhové oblouky proti směru hodinových ručiček.

Definování Oblouku Pro CNC Controller
když G02 nebo G03 režimu je usazen, oblouky jsou definovány v G-Kódu určením jejich 2 koncové body a střed, který musí být equi-vzdálené od sebe endpoint nebo poplach dojde. Koncové body jsou snadné. Aktuální kontrolní bod nebo umístění při zahájení bloku stanoví jeden koncový bod. Druhý může být stanoven souřadnicemi XYZ. Centrum je trochu složitější.
definování středu pomocí relativních offsetů IJK
střed je nejčastěji identifikován pomocí I, J nebo K pro stanovení relativních offsetů od počátečního bodu oblouku ke středu. Zde je typický ve směru hodinových ručiček oblouku:

Definování oblouku centrum s IJK…
Tento oblouk začíná na X0Y2 a končí na X2Y0. Centrum je na X0Y0. Můžeme zadat v g-kódu, jako je tento:
G02 (Nastavit ve směru hodinových ručiček oblouku režim)
X2Y0 I0J-2.0
i a J zadejte relativní souřadnice od výchozího bodu ke středu. Jinými slovy, pokud přidáme hodnotu I k počátečnímu bodu X a hodnotu J k výchozímu bodu Y, dostaneme X a Y pro střed.
definování středu pomocí poloměru pomocí “ R “
můžeme také definovat střed pouhým zadáním poloměru kružnice. V tomto případě, náš kruh má poloměr 2, takže g-kód může být jednoduše:
G02
X2Y0 R2
Mnoho z vás bude rozhodování o tom, tady a teď, protože R je srozumitelnější a kratší napsat, jste jen bude používat R a zapomenout na IJK. Učitelé CNC na světě však navrhnou, že byste měli upřednostňovat IJK. Jejich argument je, že když používáte IJK, dostanete dvojitou kontrolu, že váš oblouk je správný.
proč?
protože regulátor dostane vypočítat skutečnou sadu souřadnic pro střed přes IJK. Jakmile má souřadnice středu, může zkontrolovat, zda je stejně vzdálený od obou koncových bodů. Kontrola každé z těchto dvou vzdáleností je dvojitá kontrola. V případě formátu“ R “ nemá řadič takovou dvojitou kontrolu. Musí si vybrat centrum, které zaručuje stejnou vzdálenost.
osobně nevím, jestli souhlasím s instruktory CNC, že to poskytuje nějaké další kontroly nebo ne. Říkám jít s jakýmkoli přístupem, který má smysl pro vaši konkrétní situaci, ale určitě byste měli být obeznámeni a spokojeni s oběma. Stejně se budete muset spokojit s relativními souřadnicemi, protože jsou zatraceně užitečné. Už se může cítit pohodlně.
je to něco jako by vám bylo řečeno, že byste měli používat sklíčidlo se 4 čelistmi na soustruhu pouze při prvním spuštění, takže jej budete velmi pohodlně vytočit. Je to dobrá dovednost být dobrý jako strojník!
variace syntaxe Arc pro různé dialekty a režimy G-kódu
když IJK nejsou Inkrementální a co mít jak IJK, tak R? Plus, další Modální shenanigany a obloukové variace
Toto je další z těch míst, kde se děje spousta nejasných věcí a potřebujete vědět, co váš ovladač udělá, aniž byste cokoli předpokládali. Obecně platí pravidlo, že pokud máte IJK I R ve stejném bloku, R má přednost a IJK je ignorován. Ale existují ovladače, které nefungují přesně tímto způsobem, takže se ujistěte, že víte, co se děje.
G-Wizard Editor pojďme zadat několik parametrů ve svém příspěvku, které určují, jak fungují oblouky. Zde je snímek obrazovky možností nastavení:
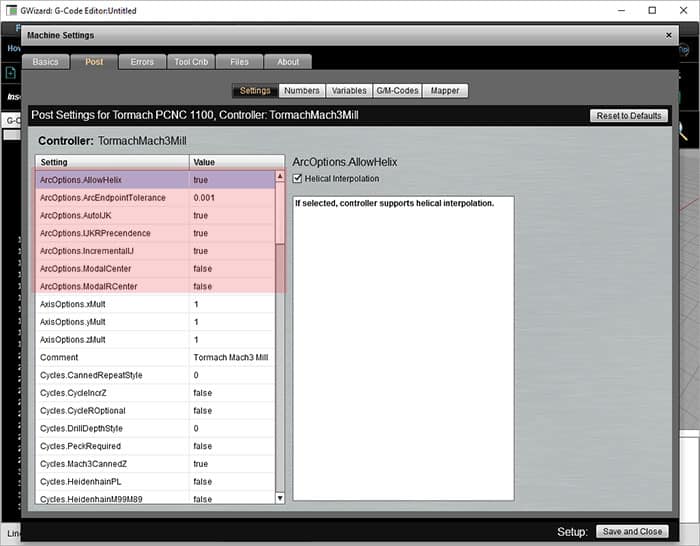
Arc Možnosti pro G-Kódu Simulace
Pojďme si projít tyto možnosti:
– Inkrementální vs Absolutní IJK: probrali Jsme IJK jako nabízí souřadnice relativní k výchozímu bodu pro centrum. Přidejte I na X, J na Y A K Na z výchozího bodu a dostanete střed. Mnoho ovládacích prvků má také možnost, aby IJK byla absolutními souřadnicemi středu.
– Modální centra IJK: když IJK jsou absolutní středové souřadnice, některé regulátory si zapamatují Poslední definovaný střed, proto je IJK v tomto případě modální. Při použití ovládacího prvku nastaveného takhle, můžete jen držet vydávání XYZ příkazy pro oblouky, aniž by bylo nutné definovat nové centrum pokaždé. Není jasné, že ušetříte hodně-jak často chcete dělat spoustu oblouků se stejným středem–
– dát přednost R: jak již bylo zmíněno, většina regulátorů použije „R“, když jsou ve stejném bloku uvedeny „R“ i „IJK“. Tato možnost však umožňuje změnit tuto prioritu na IJK, pokud váš řadič funguje tímto způsobem.
– Spirálový Interp.: Tato volba určuje, zda váš ovladač umožňuje spirálovou interpolaci.
nejčastější problém konfigurace vačkového sloupku nebo CNC simulátoru: Absolutní vs Relativní IJK
všichni Jsme měli zkušenosti z pohledu na backplot (nebo ještě hůř, vidět to ve skutečném nástroj pohybu, což je docela děsivé) a vidět obří téměř úplné kruhy a žádné známky známá část pohyby jsme očekávali vidět. Zde je typický příklad:
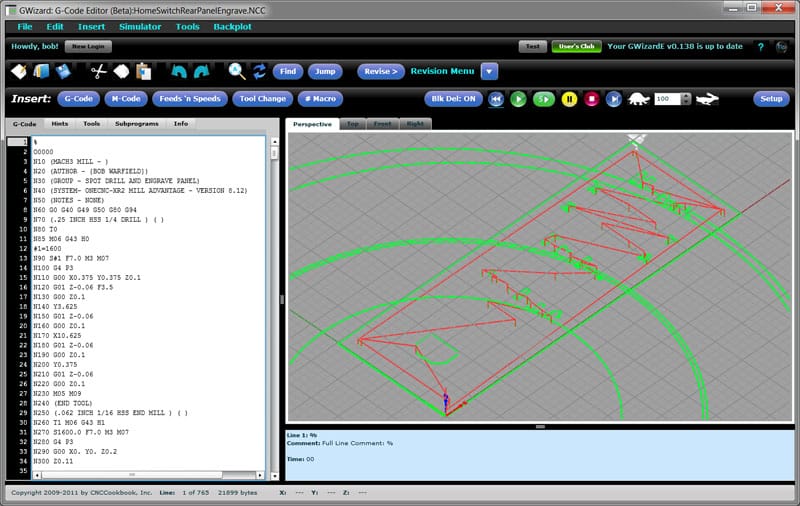
Vyrýt soubor s špatné nastavení Příspěvek pro Oblouky…
Když uvidíte něco takového, první věc, kterou musíte zkontrolovat, je absolutní versus relativní IJK pro oblouky. Nastavení se musí shodovat mezi tím, co kamera produkuje, a tím, co ovladač nebo simulátor očekává.
Zkuste Naše G-Kód Simulátoru a Editor Zdarma
Zlomky z Kruhu, Kvadranty, a Řadiče
první věc, o oblouku je není možné zadat více než 360 stupňů oblouku. U některých regulátorů pro spirálovou interpolaci existují některé výjimky (viz níže), jen proto, že to může být užitečné pro šroubovice. Když kruh je žádoucí, nastavit začátek a konec bodů roven jedné další:
G01 X3.25 Y2.0
G02 X3.25 Y2.0 I-1.25 J0
Zajímavé je, že nemůžeš určit, kruh s „R“ notace. Je to proto, že existuje nekonečný počet kruhů, které začínají a končí ve stejném bodě určitého poloměru, takže regulátor netuší, jaký správný kruh může být.
existuje ještě zábavnější obchod s „R“ a většími oblouky. Například oblouk může mít stále určitý poloměr a ve směru hodinových ručiček (nebo proti směru hodinových ručiček), ale střed je nejednoznačný, pokud cestujete více než 90 stupňů. Například:
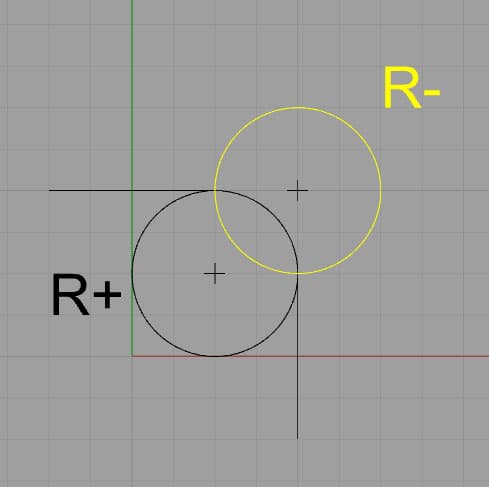
pokud je R záporné, trvá delší cesta (žlutě). Pozitivní dostane kratší cestu.
vzhledem ke dvěma zobrazeným možnostem zvolí regulátor cestu na základě znaménka poloměru. Negativní síly delší oblouk, pozitivní kratší. Záporné znaménko nutí regulátor hledat životaschopný oblouk o více než 180 stupňů.
některé regulátory jsou stále dotyčnější a nebudou naprogramovat oblouk, který protíná čáru kvadrantu. Největší úhel, který může oblouk sledovat, je tedy 90 stupňů a tento úhel nesmí překročit 0, 90, 180 nebo 270 stupňů. Pro úhly 90 stupňů, které překračují čáru kvadrantu, musí být rozděleny na dva kusy, přičemž spojení mezi kusy je přímo na čáře kvadrantu.
Plné Kruhy S Č. XYZ
Plné kruhy přišel o tom, kdy počáteční a koncové body jsou totožné a centrum je uvedeno přes IJK (pamatujte, R vede k nekonečný počet kruhů). Vzhledem k tomu, že chcete, aby začátek a koncový bod byly stejné, možná se nebudete muset obtěžovat ani zadáním koncového bodu pomocí XYZ. Některé ovladače to mohou vyžadovat, ale většina z nich ne. Zde je jednoduchý program g-kódu, který produkuje 3 kruhy tímto způsobem:
N45 G0 X-2. Y.75
N46 G1 Z -.5 F10.
N47 Y. 5 F30. S2000
N48 G2 J-1.1
N49 G1 Y. 75
N50 Z. 2
N51 G0 X 75 Y-3.4
N52 G1 Z-.5 F10.
N53 X. 5 F30.
N54 G2 I-1.1
N55 X 75
N56 Z. 2
N57 G0 X-4.75 Y-3.4
N58 G1 Z-.5 F10.
N59 X-4.5 F30.
N60 G2 I1.1
N61 G1 X-4.75
N62 Z. 2
A tady je to, co backplot vypadá:
Tip, aby se Oblouk Programování Jednodušší: Začněte se segmenty
když položím dráhu nástroje, raději nechám oblouky až do konce. Místo každého oblouku jsem jednoduše vložil úsečku, jejíž koncové body odpovídají koncovým bodům oblouku. Díky tomu je snadné se dostat hrubý náčrt toolpath dohromady rychle, a to často vypadá, aby to bylo jednodušší, aby pak se vrátit zpět a převést řádky oblouky jakmile je základní struktura je již na místě.
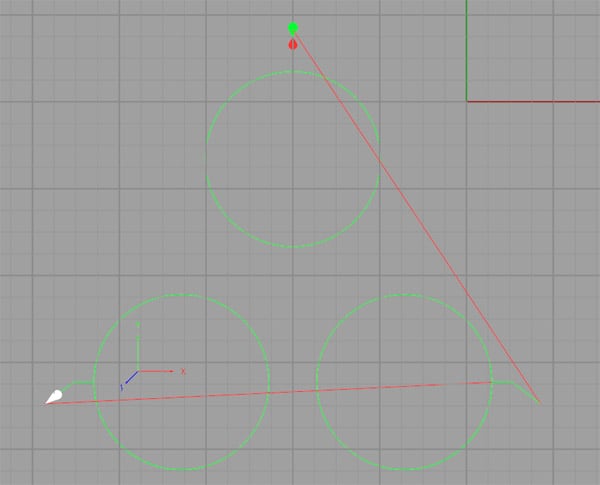
Spirálová interpolace
šroubovice je oblouk, který se plynule pohybuje ve třetím rozměru, jako Závit šroubu. Při spirálové interpolaci specifikujeme takový oblouk s G02 / G03, aby se řezačka pohybovala podél šroubovice. To lze provést pro frézování závitů, interpolaci otvoru nebo pro různé jiné účely. Zde je backplot z 1/4″ NPT závit mlýn programu:
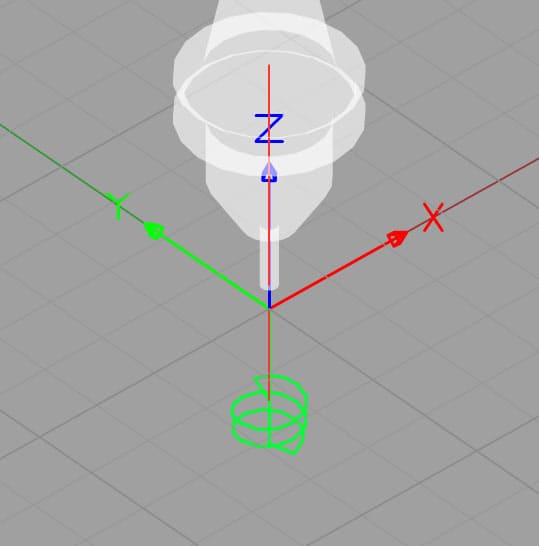
Šroubovici pro frézování závitů…
Zde je ukázka kódu z frézování závitů program:
G01 G91 Z-0.6533 F100.
G01 G42 D08 X0. 0235 Y-0.0939 F10.
G03 X0.0939 Y0.0939 Z0.0179 R0.0939
G03 X-0.1179 Y0.1179 Z0.0179 R0.1179
G03 X-0.1185 Y-0.1185 Z0.0179 R0. 1185
G03 X0. 1191 Y-0.1191 Z0. 0179 R0. 1191 F16.
G03 X0.1196 Y0.1196 Z0.0179 R0.1196
G03 X-0.1202 Y0.1202 Z0.0179 R0.1202 F26.
G03 X-0.1207 Y-0.1207 Z0.0179 R0.1207
G03 X0.1213 Y-0.1213 Z0.0179 R0.1213
G03 X0.1218 Y0.1218 Z0.0179 R0.1218
G03 X-0.0975 Y0.0975 Z0.0179 R0.0975
je To „R“ (poloměr) formát pro oblouky, a vědomí, že je souřadnici zadat hloubku změnit pro koncový bod každého oblouku. Tento kód používá relativní pohyb (G91), takže každý“ Z0.0179 „posune řezačku o 0,0179“ hlouběji.
G-Wizard Editor poskytuje některé opravdu užitečné informace, které vám pomohou s porozuměním spirálové interpolace. Zde je Tip od třetí řádek (první oblouk přesunout):
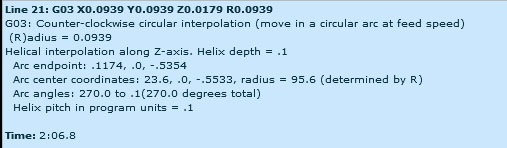
Poznámka: stoupání závitu je zde vypočtena jako 0,1″
GWE bude měřit a řeknu vám, šroubovice stoupání, což v tomto případě je 0.100″. To může být užitečné pro určení, jaký druh vlákna se frézuje. Můžeme také vidět, že tento konkrétní oblouk běží od 270 stupňů do scosh více než nula (0,1 stupně).
budeme znovu frézování závitů v mnohem podrobněji v pozdější kapitole věnované výhradně na toto téma. Prozatím jsme jen chtěli, abyste se seznámili s myšlenkou, že můžete vytvářet šroubovice i ploché dvourozměrné oblouky.
Takže Drah Váš počítač Bude Šťastnější S
Kdykoli frézy změny směru, to přidá určité množství stresu. Frézy se kousnout do materiálu buď více nebo méně, než to bylo, v závislosti na tom, zda směr změny směrem k obrobku (nebo nesestříhaný materiál), nebo pryč z něj. Váš stroj bude mnohem šťastnější, pokud naprogramujete oblouk spíše než náhlou přímou změnu směru. Dokonce i oblouk s velmi malým poloměrem umožní ovladači vyhnout se okamžité změně směru, což může v nejlepším případě zanechat stopu v cíli a v nejhorším případě způsobit chvění nebo jiné problémy. Pro mírné změny směru to nemusí stát za to. Ale čím prudší je změna, s 90 stupně jsou velmi náhlé, tím větší je pravděpodobnost, že byste měli použít oblouk k usnadnění otáčení.
oblouky jsou také užitečným způsobem, jak vstoupit do řezu, spíše než mít řezačku přímo dovnitř. Informace o zadávání řezu obloukem naleznete na stránce dráhy nástroje z kurzu frézování a rychlosti.
cvičení
1. Vykopejte příručku k CNC ovladači a projděte nastavení oblouku, abyste nastavili GWE tak, aby odpovídala způsobu ovládání.
2. Udělat nějaké etch-A-sketch experimentování s GWE. Vytvořte některé cesty nástrojů, které obsahují oblouky, dokud je nebudete pohodlně vytvářet.
Následující Článek: Spuštění Gwe G-Code Simulator
Vyzkoušejte bezplatnou zkušební verzi G-Wizard G-Code Editor …