Quick G-Code Arc Tutorial: Make G02 & G03 Easy, Avoid Mistakes
Circular Interpolation is Motion Along a Circular Arc
kun olemme juuri saaneet keskusteltua lineaarisesta interpoloinnista, tai liikkeessä suorassa linjassa, tulemme seuraavaksi ympyränmuotoiseen interpolointiin, joka on liike ympyränmuotoista kaarta pitkin. Lukuun ottamatta melko eksoottista kykyä seurata” NURBS ” -polkua useimmat G-koodin ohjaimet tukevat vain kahdenlaista liikettä: lineaarista ja pyöreää. Ympyränmuotoinen interpolointi on koneessasi hieman vaativampaa, sillä kaksi akselia on koordinoitava tarkasti. Piirustus täydellinen ympyrä ei liity vain koordinoitua liikettä, mutta kääntyminen suuntaan kussakin 4 quadrant pistettä. Nämä olisivat pisteitä, jotka vastaavat 0, 90, 180 ja 270 astetta. Jos koneessa on mitään takapakkia, se on selvää näissä peruutuksissa, koska siellä on häiriö leikkaus siellä.
Ympyräliike on G02: n ja G03: n kautta käynnistetty moodi
kuten lineaarinen liike (käynnistetty G00: lla ja G01: llä), ympyräliike on G02: n tai G03: n kautta käynnistetty moodi. G02 luo tilan myötäpäivään ympyräkaaria. G03 luo tilan vastapäivään ympyräkaarille.

CNC-ohjaimelle tarkoitetun kaaren määrittäminen
kun joko G02-tai G03-moodi on määritetty, kaaret määritellään G-koodilla yksilöimällä niiden 2 päätepistettä ja keskus, jonka on oltava yhtä kaukana kustakin päätepisteestä tai tulee hälytys. Loppupisteet ovat helppoja. Nykyinen ohjauspiste tai paikka, jossa lohko aloitetaan, muodostaa yhden päätepisteen. Toinen voidaan määrittää XYZ-koordinaateilla. Keskusta on vähän monimutkaisempi.
keskipisteen määrittely IJK: n suhteellisten poikkeamien kautta
keskipiste tunnistetaan yleisimmin käyttämällä I: tä, J: tä tai K: ta määritettäessä suhteellisia poikkeamia kaaren alkupisteestä keskipisteeseen. Tässä on tyypillinen myötäpäiväinen kaari:

kaaren keskipisteen määrittely IJK…
tämä kaari alkaa kohdasta X0Y2 ja päättyy kohtaan X2Y0. Sen keskus on x0y0: ssa. Voisimme määritellä sen g-koodilla näin.:
G02 (otetaan käyttöön myötäpäiväinen kaaritila)
X2Y0 I0J-2.0
I ja J määrittelevät suhteelliset koordinaatit alkupisteestä keskipisteeseen. Toisin sanoen, jos lisäämme I-arvon alkupisteen X: ään ja J-arvon lähtöpisteen Y: hen, saamme keskipisteen X: n ja Y: n.
määrittelemällä keskipisteen säteen kautta käyttäen ”R”
voimme myös määritellä Keskuksen vain määrittelemällä ympyrän säde. Tällöin ympyrämme säde on 2, joten G-koodi voi olla yksinkertaisesti:
G02
X2Y0 R2
monet teistä päättävät juuri tässä Ja nyt, että koska R on helpompi ymmärtää ja lyhyempi kirjoittaa, aiotte vain käyttää R: ää ja unohtaa IJK: n. Mutta, CNC opettajat maailmassa ehdottaa, että sinun pitäisi mieluummin IJK. Heidän perustelunsa on, että IJK: ta käytettäessä saa tuplatarkistuksen, että kaari on oikea.
miksi?
, koska ohjain saa laskea IJK: n kautta varsinaisen koordinaattijoukon keskukselle. Kun sillä on Keskuksen koordinaatit, se voi tarkistaa, että se on Equa-kaukana molemmista päätepisteistä. Molempien etäisyyksien tarkistus on kaksinkertainen tarkistus. Jos kyseessä on” R ” – muoto, ohjaimella ei ole tällaista kaksinkertaista tarkistusta. Sen on valittava keskus, joka takaa yhtäläisen etäisyyden.
henkilökohtaisesti en tiedä, olenko samaa mieltä CNC-ohjaajien kanssa siitä, että tämä tarjoaa ylimääräistä tarkastusta vai ei. Sanon mennä kumpi lähestymistapa on järkevää teidän erityinen tilanne, mutta sinun pitäisi ehdottomasti olla tuttu ja mukava sekä. Suhteelliset koordinaatit ovat muutenkin mukavia, sillä ne ovat hiton käteviä. Voit yhtä hyvin tehdä olosi mukavaksi nyt.
se on vähän kuin olisi sanottu, että sorvissa pitäisi käyttää vain 4-leukaista Chuckia, kun lähtee liikkeelle, jotta sen näppäileminen sujuu mukavasti. Se on hyvä taito olla hyvä koneistajana!
Arc-syntaksin vaihtelut eri G-koodin murteille ja Moodeille
kun IJK ei ole inkrementaalinen Ja entä jos siinä on sekä IJK että R? Plus, muut Modal metkut ja Arc muunnelmia
tämä on toinen niistä paikoista, joissa paljon hämäriä asioita tapahtuu ja sinun täytyy tietää, mitä ohjain tekee olettamatta mitään. Yleensä säännön oletetaan olevan se, että jos samassa lohkossa on sekä IJK että R, R menee edelle ja IJK jätetään huomiotta. Mutta on ohjaimia, jotka eivät toimi aivan niin, joten varmista, että tiedät mitä on tekeillä.
g-Wizard Editor let ’ s voit määrittää viestissään useita parametreja, jotka määrittävät, miten kaaret toimivat. Tässä on ruutukuva asetusvaihtoehdoista:
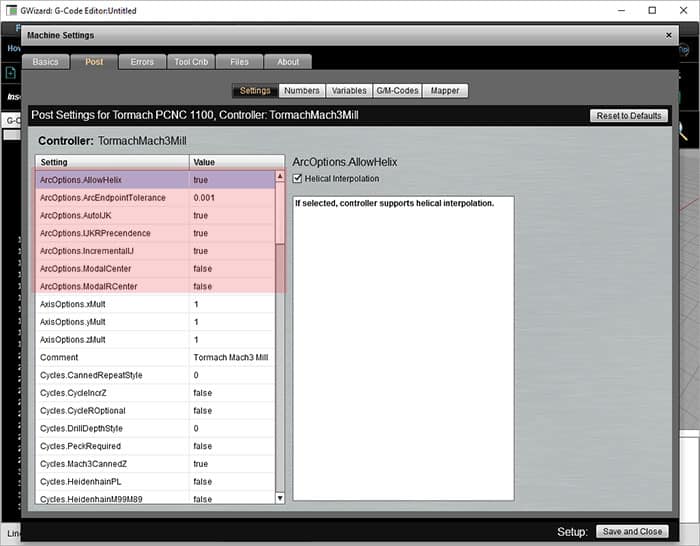
Kaarivaihtoehdot G– Koodisimulaatiolle
käydään läpi nämä vaihtoehdot:
– inkrementaalinen vs absoluuttinen IJK: olemme keskustelleet IJK: n tarjoavan koordinaatteja suhteessa Keskuksen lähtöpisteeseen. Lisää I: stä X: ään, J: stä Y: hen ja K: sta Z: aan lähtöpiste ja saat keskipisteen. Monissa kontrolleissa on myös mahdollisuus, että IJK on keskustan absoluuttinen koordinaatti.
– modaaliset IJK-keskukset: kun IJK on absoluuttinen keskikoordinaatti, jotkut valvojat muistavat viimeisen määritellyn Keskuksen, joten IJK on tällöin modaalinen. Kun käytät näin määritettyä hallintalaitetta, voit jatkaa XYZ-komentojen antamista kaarille ilman, että sinun tarvitsee määritellä joka kerta Uusi keskus. Ei ole selvää, säästät paljon–vaikka-kuinka usein haluat tehdä joukko kaaria, joilla on sama keskus?
– modaaliset R-keskukset: toinen muunnelma modaalikeskuksen ideasta on sallia ”R”: n määrittelemän säteen olla modaalinen. Riippumatta siitä, mikä viimeksi käytetty R oli, ohjain muistaa ja käyttää tätä arvoa uudelleen, jos R: ää ei anneta. Tämä vaikuttaa hyödyllisemmältä kuin modaalinen IJK. Esimerkiksi taskussa voi olla kaaria kulmille, jotka ovat kaikki saman säteisiä.
– Anna R etusija: kuten mainittu, useimmat ohjaimet käyttävät ”R”, kun sekä” R ”että” IJK ” on annettu samassa lohkossa. Mutta tämän vaihtoehdon avulla voit muuttaa tämän etusijan IJK: ksi, jos ohjaimesi toimii tällä tavalla.
– Kierteinen Interp.: Tämä asetus määrää, salliiko ohjaimesi kierteisen interpoloinnin.
yleisin ongelma NOKKAPYLVÄÄN tai CNC-simulaattorin konfiguroinnissa: Absolute vs. Relative IJK
meillä kaikilla on ollut kokemus katsoa taustalevyä (tai pahempaa, nähdä se varsinaisessa työkaluliikkeessä, joka on melko pelottava) ja nähdä jättiläisen lähes täydelliset ympyrät eikä merkkiäkään tutuista osaliikkeistä, joita odotimme näkevämme. Tässä on tyypillinen esimerkki:
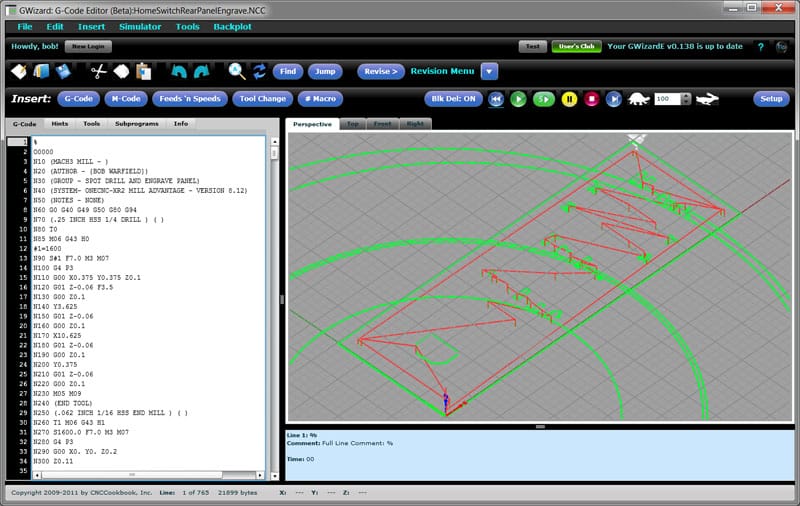
kaivertaa tiedosto, jossa on huonot Post-asetukset kaarille…
jos näet tuollaisen asian, ensimmäinen tarkistettava asia on absoluuttinen vs. suhteellinen IJK kaarille. Asetuksen on vastattava sitä, mitä nokka tuottaa ja mitä ohjain tai simulaattori odottaa.
kokeile G-Koodisimulaattoria ja editoria, Vapaa
ympyrän, kvadranttien ja ohjaimien Murtoluvut
ensimmäinen asia kaaressa on, ettei ole mahdollista määrittää enempää kuin 360 asteen kaari. Tähän on joitakin poikkeuksia joissakin säätimissä kierteisen interpoloinnin osalta (ks. alla), vain koska se voi olla hyödyllinen kierteille. Kun halutaan täysi ympyrä, asetetaan alku – ja loppupisteet toistensa suuruisiksi:
G01 X3.25 Y2.0
G02 X3.25 Y2.0 I-1, 25 J0
mielenkiintoista on, ettei täyttä ympyrää ”R” – notaatiolla voi määritellä. Tämä johtuu siitä, että on olemassa ääretön määrä ympyröitä, jotka alkavat ja päättyvät tietyn säteen samassa pisteessä, joten ohjaimella ei ole aavistustakaan siitä, mikä oikea ympyrä voisi olla.
”R”: llä ja isommilla kaarilla on vielä enemmän hassuttelua. Esimerkiksi kaari voi edelleen olla tietynlainen säde ja myötäpäivään (tai vastapäivään), mutta keskipiste on epäselvä, jos liikut yli 90 astetta. Esimerkiksi:
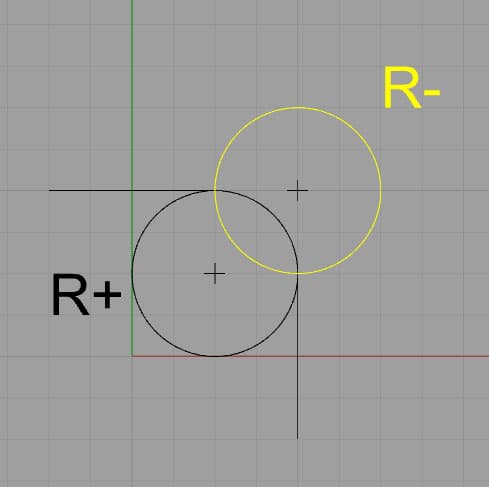
jos R on negatiivinen, se vie pidemmän polun (keltaisena). Positiivinen saa lyhyemmän polun.
kun otetaan huomioon kaksi näytettyä vaihtoehtoa, ohjain valitsee polun säteen merkin perusteella. Negatiiviset voimat pidempi kaari, positiiviset lyhyempi. Negatiivinen merkki pakottaa ohjaimen etsimään elinkelpoista kaarta, joka on yli 180 astetta.
jotkut ohjaimet ovat vielä koskettavampia eivätkä ohjelmoi kvadranttiviivan ylittävää kaarta. Näin ollen suurin kulma kaari voi seurata on 90 astetta, ja että kulma ei saa ylittää 0, 90, 180 tai 270 astetta. Jos kulmat ovat 90 astetta, jotka ylittävät kvadranttiviivan, ne on jaettava kahteen osaan siten, että palojen välinen liitos on suoraan kvadranttiviivalla.
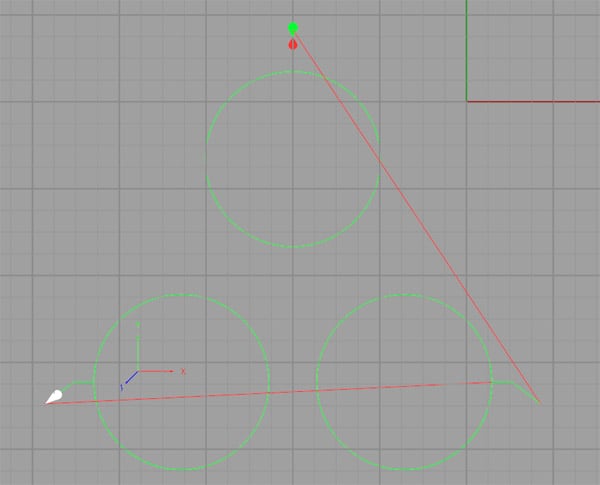
täydet ympyrät, joissa ei ole XYZ: ää
täydet ympyrät syntyvät, kun alku-ja päätepisteet ovat identtiset ja keskipiste on määritelty IJK: n kautta (muista, R johtaa äärettömään määrään ympyröitä). Koska haluat alku-ja päätepisteen olevan samat, sinun ei välttämättä tarvitse vaivautua edes määrittelemään päätepistettä XYZ: llä. Jotkut valvojat saattavat vaatia sitä, mutta useimmat eivät. Tässä on yksinkertainen g-koodi-ohjelma, joka tuottaa 3 ympyrää tällä tavalla:
N45 G0 X-2. Y. 75
N46 G1 Z -.5 F10.
N47 Y. 5 F30. S2000
N48 G2 J-1, 1
N49 G1 Y. 75
N50 Z. 2
N51 G0 X. 75 Y-3, 4
N52 G1 Z-.5 F10.
N53 X. 5 F30.
N54 G2 I-1, 1
N55 X, 75
N56 Z, 2
N57 G0 X-4, 75 Y-3, 4
N58 G1 Z-.5 F10.
N59 X-4, 5 F30.
N60 G2 I1. 1
N61 G1 X-4, 75
N62 Z. 2
tältä Taustalevy näyttää:
kärki tekee Kaariohjelmoinnista yksinkertaisempaa: Aloita lohkoista
kun asetan työkalupolkua, jätän mieluummin kaaret viimeiseksi. Jokaisen kaaren sijasta laitan yksinkertaisesti viivajanan, jonka päätepisteet vastaavat kaaren päätepisteitä. Näin työkalupolun karkea luonnos on helppo saada nopeasti kasaan, ja usein se tuntuu helpottavan palaamista ja rivien muuntamista kaariksi, kun perusrakenne on jo paikoillaan.
kierteinen interpolaatio
kierteinen on kaari, joka liikkuu jatkuvasti kolmannessa ulottuvuudessa, kuten ruuvikierre. Kierteisellä interpoloinnilla määritämme tällaisen kaaren G02 / G03: lla, jotta leikkuri voidaan siirtää kierteellä. Tämä voidaan tehdä kierteen jyrsintään, reiän interpolointiin tai moniin muihin tarkoituksiin. Tässä on backplot 1/4″ NPT thread mill ohjelma:
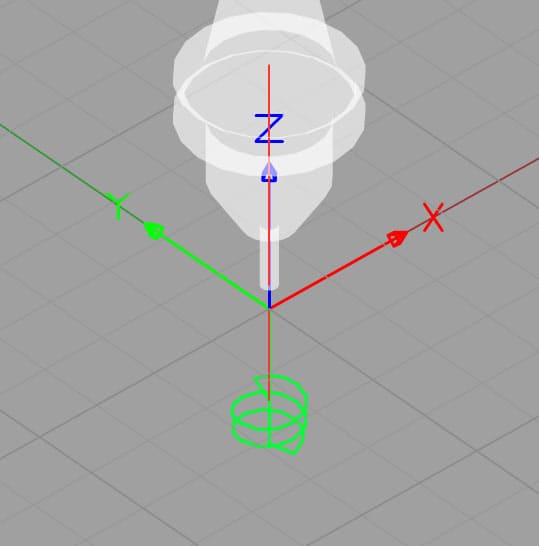
Kierteenjyrsintä …
tässä on näyte kierteenjyrsintäohjelman koodista:
G01 G91 Z-0,6533 F100.
G01 G42 D08 X0, 0235 Y-0, 0939 F10.
G03 X0, 0939 Y0, 0939 Z0, 0179 R0, 0939
G03 X-0, 1179 Y0, 1179 Z0, 0179 R0, 1179
G03 X-0, 1185 Y-0, 1185 Z0.0179 R0, 1185
G03 X0, 1191 Y-0, 1191 Z0, 0179 R0, 1191 F16.
G03 X0, 1196 Y0, 1196 Z0, 0179 R0, 1196
G03 X-0, 1202 Y0, 1202 Z0, 0179 R0, 1202 F26.
G03 X0, 1207 Y-0, 1207 Z0, 0179 R0, 1207
G03 X0, 1213 Y-0, 1213 Z0, 0179 R0, 1213
G03 X0, 1218 Y0, 1218 Z0, 0179 R0, 1218
G03 X-0, 0975 Y0, 0975 Z0, 0179 R0.0975
tämä on ” R ” (säde) muoto kaarille, ja huomaa, että on olemassa Z-koordinaatti, joka määrittää syvyysmuutoksen kunkin kaaren päätepisteelle. Tämä koodi käyttää suhteellista liikettä (G91), joten jokainen ”Z0.0179″ siirtää leikkuria 0.0179” syvemmälle.
g-ohjattu editori tarjoaa todella hyödyllistä tietoa kierteisen interpoloinnin ymmärtämiseksi. Tässä on vihje kolmannelta riviltä (ensimmäinen kaarisiirto):
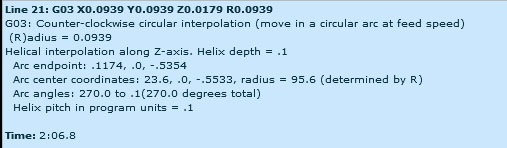
huomaa, että kierrekorkeus tässä lasketaan 0,1″
GWE mittaa ja kertoo kierteityskorkeuden, joka tässä tapauksessa on 0,100″. Siitä voi olla hyötyä sen selvittämisessä, millaista lankaa hiotaan. Voimme myös nähdä, että tämä erityisesti kaari kulkee 270 astetta scosh yli nolla (0,1 astetta).
palaamme lankajyrsintään paljon yksityiskohtaisemmin myöhemmässä luvussa, joka on omistettu kokonaan tälle aiheelle. Toistaiseksi halusimme vain, että tunnet ajatuksen, että voit tehdä heliksejä sekä litteitä kaksiulotteisia kaaria.
Työkalupatojen tekeminen koneesi on tyytyväisempi
aina kun leikkuri vaihtaa suuntaa, se lisää tietyn määrän stressiä. Leikkuri pureutuu materiaaliin joko enemmän tai vähemmän kuin se oli ollut riippuen siitä, muuttuvatko suunnat työkappaletta (tai leikkaamatonta materiaalia) kohti vai siitä poispäin. Koneesi on paljon onnellisempi, jos ohjelmoit kaaren äkillisen suoran suunnanmuutoksen sijaan. Jo hyvin pienellä säteellä varustettu kaari mahdollistaa sen, että ohjain ei vaihda suuntaa heti, mikä voi parhaassa tapauksessa jättää jäljen maaliin ja aiheuttaa pahimmassa tapauksessa höpinää tai muita ongelmia. Pienet suunnanmuutokset eivät välttämättä kannata. Mutta enemmän äkillinen muutos, 90 astetta on hyvin äkillinen, sitä suurempi todennäköisyys sinun pitäisi käyttää kaaren helpottaa kautta puolestaan.
kaaret ovat myös hyödyllinen tapa päästä leikkuriin sen sijaan, että leikkuriproomu olisi suoraan sisään. Lisätietoja viillon syöttämisestä kaarella on työkalupolku-sivulla Jyrsintäsyötteet ja nopeudet-kurssista.
harjoitukset
1. Kaivaa ulos CNC-ohjaimen käsikirja ja käydä läpi arc-asetukset perustaa GWE vastaamaan control ’ s tapa toimia.
2. Tee etsauskokeita GWE: n kanssa. Luo joitakin työkalupolkuja, jotka sisältävät kaaria, kunnes olet mukava luoda niitä.
Seuraava Artikkeli: Käynnissä gwe G-Code Simulator
kokeile ilmainen kokeiluversio G-Wizard G-Code Editor …