Tutoriel d’Arc de Code G Rapide: Simplifiez G02 et G03, Évitez les erreurs
L’interpolation circulaire est un mouvement le long d’un Arc de Cercle
Après avoir fini de discuter de l’interpolation linéaire, ou du mouvement en ligne droite, nous arrivons ensuite à l’interpolation circulaire, qui est un mouvement le long d’un arc de cercle. Outre la capacité assez exotique de suivre un chemin « NURBS », la plupart des contrôleurs g-code ne prennent en charge que deux types de mouvement: linéaire et circulaire. L’interpolation circulaire est un peu plus exigeante sur votre machine car deux axes doivent être coordonnés avec précision. Dessiner un cercle complet implique non seulement un mouvement coordonné, mais une inversion de direction à chacun des 4 points du quadrant. Ce seraient les points correspondant à 0, 90, 180 et 270 degrés. Si la machine a un jeu quelconque, ce sera évident lors de ces inversions car il y aura un problème dans la coupe là-bas.
Le mouvement circulaire est un Mode Initié Via G02 et G03
Comme le mouvement linéaire (initié par G00 et G01), le mouvement circulaire est un mode initié via G02 ou G03. G02 établit un mode pour les arcs de cercle dans le sens des aiguilles d’une montre. G03 établit un mode pour les arcs de cercle dans le sens inverse des aiguilles d’une montre.

Définition d’un Arc Pour le contrôleur CNC
Une fois que le mode G02 ou G03 est établi, les arcs sont définis en Code G en identifiant leurs 2 points d’extrémité et le centre qui doit être équi-éloigné de chaque point d’extrémité, sinon une alarme se produira. Les points de terminaison sont faciles. Le point de contrôle actuel, ou l’emplacement lorsque le bloc est commencé, établit un point final. L’autre peut être établi par les coordonnées XYZ. Le centre est un peu plus complexe.
Définition du Centre Via des décalages relatifs IJK
Le centre est le plus souvent identifié en utilisant I, J ou K pour établir des décalages relatifs du point de départ de l’arc au centre. Voici un arc typique dans le sens des aiguilles d’une montre:

Définition du centre d’un arc avec IJK…
Cet arc commence à X0Y2 et se termine à X2Y0. Son centre est à X0Y0. Nous pourrions le spécifier en g-code comme ceci:
G02 (Configurer le mode arc dans le sens des aiguilles d’une montre)
X2Y0 I0J-2.0
Le I et le J spécifient les coordonnées relatives du point de départ au centre. En d’autres termes, si nous ajoutons la valeur I au X du point de départ et la valeur J au Y du point de départ, nous obtenons le X et le Y pour le centre.
Définir le Centre Via le Rayon En utilisant « R »
Nous pouvons également définir le centre simplement en spécifiant le rayon du cercle. Dans ce cas, notre cercle a un rayon de 2, donc le code g peut être simplement:
G02
X2Y0 R2
Beaucoup d’entre vous décideront ici et maintenant que puisque R est plus facile à comprendre et plus court à écrire, vous allez simplement utiliser R et oublier IJK. Mais, les professeurs de CNC dans le monde vous suggéreront de préférer IJK. Leur argument est que lorsque vous utilisez IJK, vous vérifiez que votre arc est correct.
Pourquoi?
Parce que le contrôleur peut calculer un ensemble réel de coordonnées pour le centre via IJK. Une fois qu’il a les coordonnées du centre, il peut vérifier qu’il est équa-distant des deux points d’extrémité. La vérification de chacune de ces deux distances est la double vérification. Dans le cas du format « R », le contrôleur n’a pas une telle double vérification. Il doit choisir un centre qui garantit une distance égale.
Personnellement, je ne sais pas si je suis d’accord avec les instructeurs CNC que cela fournit une vérification supplémentaire ou non. Je dis d’opter pour l’approche qui convient à votre situation particulière, mais vous devez absolument être familier et à l’aise avec les deux. Vous devrez de toute façon être à l’aise avec les coordonnées relatives, car elles sont sacrément pratiques. Autant se mettre à l’aise maintenant.
C’est un peu comme si on vous disait que vous ne devriez utiliser le mandrin à 4 mors sur un tour que lorsque vous démarrez pour la première fois, vous serez donc très à l’aise de le composer. C’est une bonne compétence pour être bon en tant que machiniste!
Variations de la Syntaxe de L’Arc pour Différents Dialectes et Modes de Code G
Lorsque IJK N’Est Pas Incrémental et Qu’En Est-Il D’Avoir À La Fois IJK Et R? De plus, d’Autres manigances Modales et variations d’arc
C’est un autre de ces endroits où beaucoup de choses obscures se produisent et où vous devez savoir ce que votre contrôleur fera sans rien supposer. En général, la règle est censée être que si vous avez à la fois IJK et R dans le même bloc, R a priorité et IJK est ignoré. Mais il y a des contrôleurs qui ne fonctionnent pas exactement de cette façon, alors assurez-vous de savoir ce qui se passe.
G-Wizard Editor vous permet de spécifier plusieurs paramètres dans son article qui déterminent le fonctionnement des arcs. Voici une capture d’écran des options de configuration:
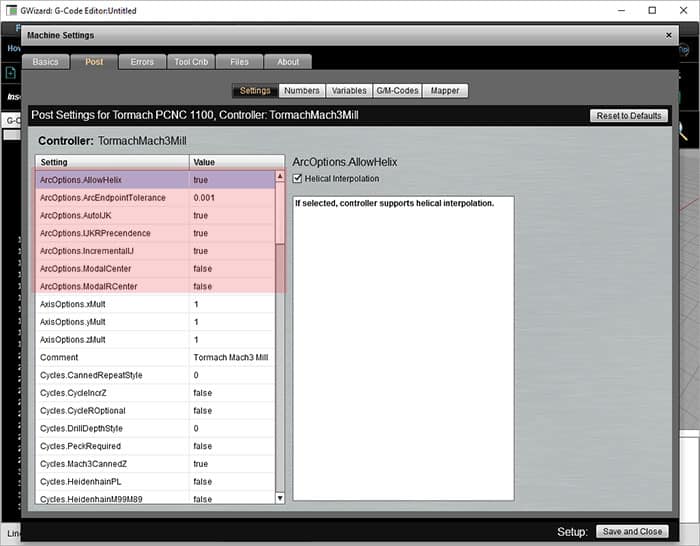
Options d’Arc pour la simulation de Code G
Passons en revue ces options:
– Centres IJK modaux: Lorsque IJK sont des coordonnées centrales absolues, certains contrôleurs se souviendront du dernier centre défini, donc IJK est modal dans ce cas. Lorsque vous utilisez une configuration de contrôle comme celle-ci, vous pouvez simplement continuer à émettre des commandes XYZ pour les arcs sans avoir à définir un nouveau centre à chaque fois. Il n’est pas clair que vous économiserez beaucoup – à quelle fréquence voulez-vous faire un tas d’arcs avec le même centre?
– Centres modaux R: Une autre variante de l’idée de centre modal est de permettre au rayon défini par « R » d’être modal. Quel que soit le dernier R utilisé, le contrôleur se souvient et utilise à nouveau cette valeur si aucun R n’est donné. Cela semble plus utile que l’IJK modal. Par exemple, une poche peut avoir des arcs pour les coins qui ont tous le même rayon.
– Donne la priorité à R : Comme mentionné, la plupart des contrôleurs utiliseront « R » lorsque « R » et « IJK » sont donnés dans le même bloc. Mais cette option vous permet de changer cette priorité en IJK si votre contrôleur fonctionne de cette façon à la place.
– Interp hélicoïdal.: Cette option régit si votre contrôleur autorise l’interpolation hélicoïdale.
Le problème le plus courant Lors de la configuration d’un poste de CAME ou d’un simulateur CNC: IJK absolu vs relatif
Nous avons tous eu l’expérience de regarder un fond de scénario (ou pire, de le voir dans le mouvement de l’outil réel, ce qui est assez effrayant) et de voir les cercles géants presque complets et aucun signe des mouvements de partie familiers que nous nous attendions à voir. Voici un exemple typique:
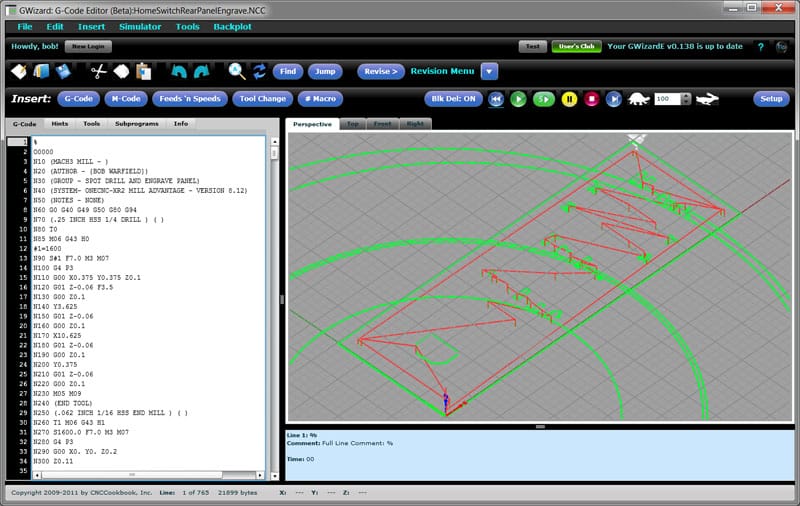
Gravez un fichier avec de mauvais paramètres de publication pour les Arcs
Si vous voyez ce genre de chose, la première chose à vérifier est l’IJK absolu par rapport à l’IJK relatif pour les arcs. Le réglage doit correspondre à ce que la CAME produit et à ce que le contrôleur ou le simulateur attend.
Essayez notre Simulateur et Éditeur de Code G, gratuits
Fractions de Cercle, Quadrants et Contrôleurs
La première chose à propos d’un arc est qu’il n’est pas possible de spécifier plus d’un arc à 360 degrés. Il y a quelques exceptions à cela sur certains contrôleurs pour l’interpolation hélicoïdale (voir ci-dessous), simplement parce que cela peut être utile pour les hélices. Lorsqu’un cercle complet est souhaité, définissez les points de début et de fin égaux les uns aux autres:
G01 X3.25 Y2.0
G02 X3.25 Y2.0 I-1.25 J0
Fait intéressant, vous ne pouvez pas spécifier un cercle complet avec la notation « R ». En effet, il y a un nombre infini de cercles qui commencent et se terminent au même point d’un rayon particulier, de sorte que le contrôleur n’a aucune idée de ce que pourrait être le cercle correct.
Il y a encore des affaires plus drôles avec « R » et des arcs plus grands. Par exemple, un arc peut toujours avoir un rayon particulier et dans le sens des aiguilles d’une montre (ou dans le sens inverse des aiguilles d’une montre), mais le centre est ambigu si vous voyagez à plus de 90 degrés. Par exemple:
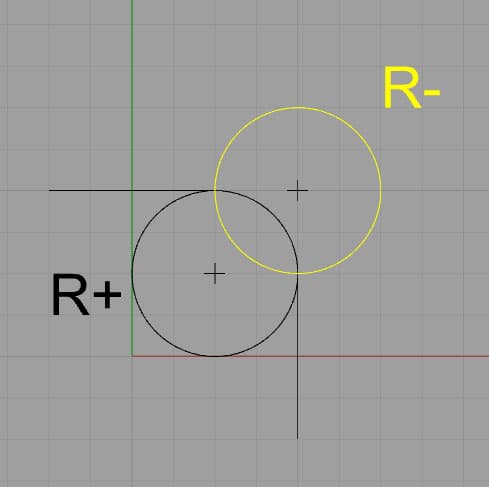
Si R est négatif, il prend le chemin le plus long (en jaune). Positif obtient le chemin le plus court.
Compte tenu des deux choix affichés, le contrôleur choisit le chemin en fonction du signe du rayon. Forces négatives l’arc le plus long, positives le plus court. Le signe négatif oblige le contrôleur à rechercher un arc viable de plus de 180 degrés.
Certains contrôleurs sont encore plus sensibles et ne programmeront pas un arc qui traverse une ligne de quadrant. Par conséquent, le plus grand angle qu’un arc peut suivre est de 90 degrés, et cet angle ne doit pas croiser 0, 90, 180 ou 270 degrés. Pour les angles de 90 degrés qui traversent une ligne de quadrant, ils doivent être brisés en deux morceaux, la jonction entre les pièces étant située à droite sur la ligne de quadrant.
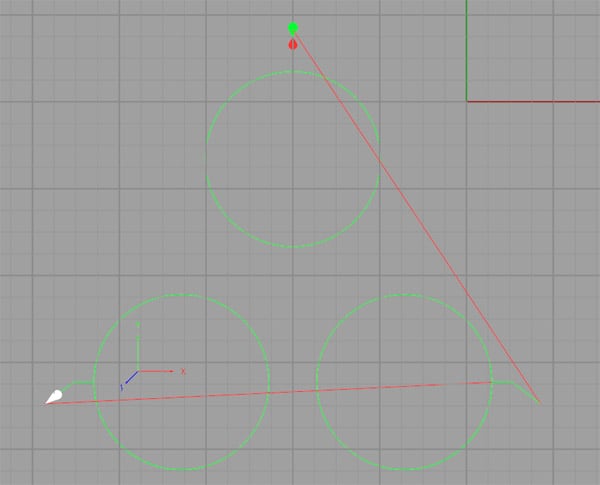
Cercles complets Sans XYZ
Les cercles complets se produisent lorsque les points de début et de fin sont identiques et que le centre est spécifié via IJK (rappelez-vous que R conduit à un nombre infini de cercles). Étant donné que vous souhaitez que le point de départ et le point de terminaison soient les mêmes, vous n’aurez peut-être même pas besoin de spécifier le point de fin avec XYZ. Certains contrôleurs peuvent l’exiger, mais la plupart ne le font pas. Voici un programme g-code simple qui produit 3 cercles de cette manière:
N45 G0 X-2. Y.75
N46 G1 Z -.5 F10.
N47 Y.5 F30. S2000
N48 G2 J-1.1
N49 G1 Y.75
N50 Z.2
N51 G0 X.75 Y-3.4
N52 G1 Z-.5 F10.
N53 X.5 F30.
N54 G2 I-1,1
N55 X.75
N56 Z.2
N57 G0 X-4,75 Y – 3,4
N58 G1 Z-.5 F10.
N59 X-4,5 F30.
N60 G2 I1.1
N61 G1 X-4,75
N62 Z.2
Et voici à quoi ressemble le fond de panier:
Astuce pour simplifier la programmation des arcs: Commencez par des segments
Lorsque je pose un chemin d’outils, je préfère laisser les arcs jusqu’à la fin. À la place de chaque arc, je mets simplement un segment de ligne dont les extrémités correspondent aux extrémités de l’arc. Cela facilite l’assemblage rapide de l’ébauche du parcours d’outil, et il semble souvent plus facile de revenir en arrière et de convertir les lignes en arcs une fois que la structure de base est déjà en place.
Interpolation hélicoïdale
Une hélice est un arc qui se déplace continuellement dans une troisième dimension, comme un filetage. Avec interpolation hélicoïdale, nous spécifions un tel arc avec G02 /G03 afin de déplacer la fraise le long d’une hélice. Cela peut être fait pour le fraisage de fil, l’interpolation d’un trou ou une variété d’autres fins. Voici un fond de panier d’un programme de filature 1/4 « NPT:
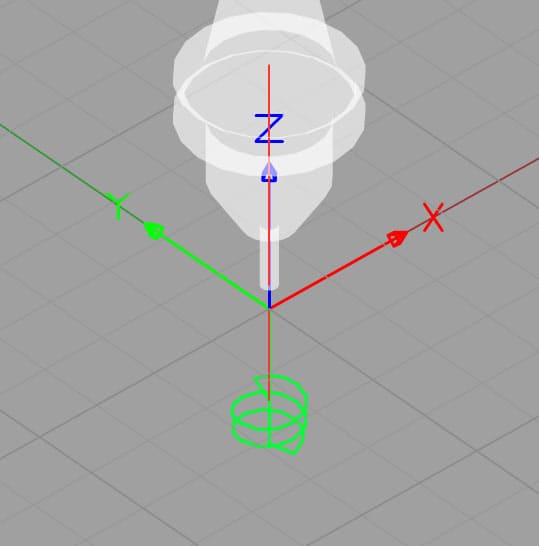
Hélice pour le fraisage de fil…
Voici un exemple du code du programme de fraisage de fil:
G01 G91 Z-0.6533 F100.
G01 G42 D08 X0.0235 Y-0.0939 F10.
G03 X0.0939 Y0.0939 Z0.0179 R0.0939
G03 X-0.1179 Y0.1179 Z0.0179 R0.1179
G03 X-0.1185 Y-0.1185 Z0.0179 R0.1185
G03 X0.1191 Y-0,1191 Z0.0179 R0.1191 F16.
G03 X0.1196 Y0.1196 Z0.0179 R0.1196
G03 X-0.1202 Y0.1202 Z0.0179 R0.1202 F26.
G03 X-0,1207 Y-0,1207 Z0.0179 R0.1207
G03 X0.1213 Y-0,1213 Z0.0179 R0.1213
G03 X0.1218 Y0.1218 Z0.0179 R0.1218
G03 X- 0,0975 Y0.0975 Z0.0179 R0.0975
Il s’agit du format « R » (rayon) pour les arcs, et notez qu’il existe une coordonnée Z pour spécifier un changement de profondeur pour le point final de chaque arc. Ce code utilise un mouvement relatif (G91), de sorte que chaque « Z0.0179″ déplace la fraise de 0,0179 » plus profondément.
G-Wizard Editor fournit des informations très utiles pour aider à comprendre l’interpolation hélicoïdale. Voici l’indice de la troisième ligne (premier mouvement d’arc):
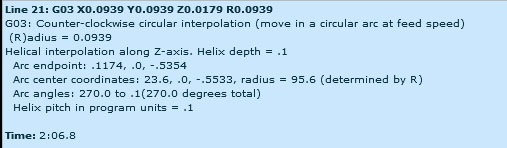
Remarque le pas de filetage ici est calculé comme 0,1″
GN NOUS mesurerons et vous indiquerons le pas d’hélice, qui dans ce cas est de 0,100″. Cela peut être utile pour identifier le type de fil à fraiser. Nous pouvons également voir que cet arc particulier va de 270 degrés à un scosh supérieur à zéro (0,1 degré).
Nous reviendrons beaucoup plus en détail sur le fraisage de fil dans un chapitre ultérieur entièrement consacré au sujet. Pour l’instant, nous voulions juste que vous vous familiarisiez avec l’idée que vous pouvez faire des hélices ainsi que des arcs plats en deux dimensions.
Faire des parcours d’outils Votre Machine Sera Plus heureuse Avec
Chaque fois que la fraise change de direction, cela ajoute une certaine quantité de stress. La fraise mordra dans le matériau plus ou moins qu’elle ne l’avait été, selon que les directions changent vers la pièce (ou le matériau non coupé) ou s’éloignent de celle-ci. Votre machine sera beaucoup plus heureuse si vous programmez un arc plutôt qu’un changement brusque de direction en ligne droite. Même un arc avec un très petit rayon permettra au contrôleur d’éviter de changer de direction instantanément, ce qui peut laisser une marque dans la finition dans le meilleur des cas et provoquer des bavardages ou d’autres problèmes dans le pire des cas. Pour de légers changements de direction, cela peut ne pas en valoir la peine. Mais plus le changement est brusque, les degrés 90 étant très brusques, plus il est probable que vous utilisiez un arc pour faciliter le virage.
Les arcs sont également un moyen utile d’entrer dans la coupe, plutôt que d’avoir la barge de coupe directement dedans. Pour plus d’informations sur la saisie de la coupe avec un arc, reportez-vous à la page Parcours d’outil du cours Flux et vitesses de fraisage.
Exercices
1. Extrayez le manuel de votre contrôleur CNC et parcourez les paramètres de l’arc pour configurer GWE en fonction du mode de fonctionnement de votre commande.
2. Faites de l’expérimentation avec GWE. Créez des chemins d’outils qui incluent des arcs jusqu’à ce que vous soyez à l’aise de les créer.
Article suivant: Exécution du Simulateur GWE G-Code
Essayez la Version d’essai gratuite de G-Wizard G-Code Editor…