gyors G-Code Arc bemutató: tedd G02 & G03 könnyű, hibák elkerülése
körkörös interpoláció mozgás mentén egy körív
miután éppen befejeztük megvitatása lineáris interpoláció, vagy mozgás egy egyenes vonal, mi a következő jön körkörös interpoláció, amely mozgás mentén egy körív. A ” NURBS “útvonal követésének meglehetősen egzotikus képességén kívül a legtöbb g-kód vezérlő csak kétféle mozgást támogat: lineáris és körkörös. A körkörös interpoláció egy kicsit igényesebb a gépen, mivel két tengelyt pontosan össze kell hangolni. A teljes kör megrajzolása nemcsak összehangolt mozgást, hanem irányváltást is magában foglal mind a 4 kvadráns pontján. Ezek a pontok a 0, 90, 180 és 270 fokoknak felelnek meg. Ha a gépnek egyáltalán van visszahatása, akkor ezeknél a visszafordulásoknál nyilvánvaló lesz, mert ott hiba lesz a vágásban.
a körkörös mozgás a G02 és G03
mint a lineáris mozgás (a G00 és a G01 által kezdeményezett), a körkörös mozgás a G02 vagy G03 útján kezdeményezett mód. A G02 létrehoz egy módot az óramutató járásával megegyező körívekhez. A G03 módot hoz létre az óramutató járásával ellentétes körívekhez.

ív meghatározása a CNC vezérlő számára
miután a G02 vagy G03 üzemmód létrejött, az íveket G-kódban határozzák meg, meghatározva azok 2 végpontját és a középpontot, amelynek egyenlőnek kell lennie az egyes végpontoktól, különben riasztás lép fel. A végpontok egyszerűek. A blokk indításakor az aktuális vezérlőpont vagy hely egy végpontot hoz létre. A másikat XYZ koordinátákkal lehet megállapítani. A központ egy kicsit összetettebb.
a középpont meghatározása IJK-n keresztül relatív eltolások
a középpontot leggyakrabban I, J vagy K használatával azonosítják az ív kezdőpontjától a középpontig terjedő relatív eltolások létrehozásához. Itt van egy tipikus óramutató járásával megegyező ív:

ív középpontjának meghatározása IJK…
ez az ív X0Y2-nél kezdődik és X2Y0-nál fejeződik be. Központja az X0Y0. Megadhatjuk g-kódban, mint ez:
G02 (állítsa be az óramutató járásával megegyező ívmódot)
X2Y0 I0J-2.0
az I és a J relatív koordinátákat ad meg a kiindulási ponttól a középpontig. Más szavakkal, ha az I értéket hozzáadjuk a kiindulási pont X-jéhez, a J értéket pedig a kiindulási pont Y-jához, akkor X-et és Y-t kapunk a középponthoz.
a középpont meghatározása a sugáron keresztül az “R”használatával
a középpontot csak a kör sugarának megadásával is meghatározhatjuk. Ebben az esetben a körünk sugara 2, tehát a g-kód egyszerűen lehet:
G02
X2Y0 R2
sokan közületek itt és most döntik el, hogy mivel az R könnyebben érthető és rövidebb írni, csak az R-t fogják használni, és elfelejtik az IJK-t. De a világ CNC tanárai azt javasolják, hogy inkább az IJK-t részesítse előnyben. Érvelésük az, hogy amikor az IJK-t használja, duplán ellenőrzi, hogy az ív helyes-e.
miért?
mert a vezérlő az IJK-n keresztül kiszámítja a központ tényleges koordinátáit. Miután megkapta a központ koordinátáit, ellenőrizheti, hogy egyenlő távolságra van-e mindkét végponttól. A két távolság mindegyikének ellenőrzése a kettős ellenőrzés. Az” R ” formátum esetében a vezérlőnek nincs ilyen kettős ellenőrzése. Olyan központot kell választania, amely egyenlő távolságot garantál.
személy szerint nem tudom, hogy egyetértek-e a CNC oktatókkal abban, hogy ez további ellenőrzést biztosít vagy sem. Azt mondom, hogy menjen azzal a megközelítéssel, amelynek van értelme az adott helyzetnek, de mindenképpen ismernie kell mindkettőt. Amúgy is kényelmesnek kell lennie a relatív koordinátákkal, mivel ezek kéznél vannak. Jobb, ha most kényelembe helyezed magad.
olyan, mintha azt mondanák, hogy csak a 4 pofás tokmányt használja esztergán, amikor először indul, így nagyon kényelmes lesz tárcsázni. Ez egy jó képesség, hogy jó, mint egy gépész!
az Arc szintaxisának variációi a különböző G-kód dialektusokhoz és módokhoz
amikor az IJK nem inkrementális, és mi a helyzet azzal, hogy IJK és R is van? Plusz, más modális Shenanigans és Arc variációk
ez egy másik olyan hely, ahol sok homályos dolog történik, és tudnia kell, hogy mit fog tenni a vezérlő anélkül, hogy bármit is feltételez. Általában a szabály az, hogy ha mind az IJK, mind az R ugyanabban a blokkban van, akkor az R elsőbbséget élvez, és az IJK figyelmen kívül marad. De vannak olyan vezérlők, amelyek nem pontosan így működnek, ezért győződjön meg róla, hogy tudja, mi folyik itt.
G-Wizard Editor nézzük meg több paramétert a Post, amely meghatározza, hogyan ívek munka. Itt van egy képernyőfelvétel a beállítási lehetőségekről:
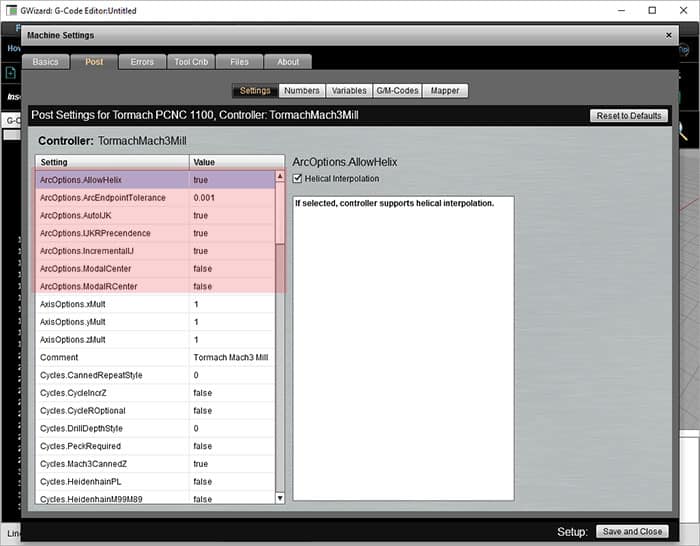
ív opciók G-kód szimulációhoz
vegyük át ezeket a lehetőségeket:
– inkrementális vs abszolút IJK: az IJK-t úgy tárgyaltuk, hogy koordinátákat kínál a központ kiindulási pontjához képest. Add hozzá az I-T X-hez, J-T Y-hoz és K-T Z-hez a kiindulási ponthoz, és megkapod a középpontot. Számos vezérlőnek lehetősége van arra is, hogy az IJK legyen a központ abszolút koordinátája.
– modális R központok: a modális központ ötletének másik változata az, hogy az “R” által meghatározott sugár modális legyen. Bármi legyen is az utoljára használt R, a vezérlő megjegyzi és újra felhasználja ezt az értéket, ha nincs megadva R. Ez hasznosabbnak tűnik, mint a modális IJK. Például egy zsebben lehetnek ívek a sarkokhoz, amelyek mindegyike azonos sugarú.
a leggyakoribb probléma konfigurálása CAM Post vagy CNC szimulátor: Abszolút vs relatív IJK
mindannyian tapasztaltuk, hogy egy backplot-ot nézünk (vagy ami még rosszabb, a tényleges szerszámmozgásban látjuk, ami elég ijesztő), és látjuk az óriási szinte teljes köröket, és semmi jele a várt ismerős részmozgásoknak. Itt van egy tipikus példa:
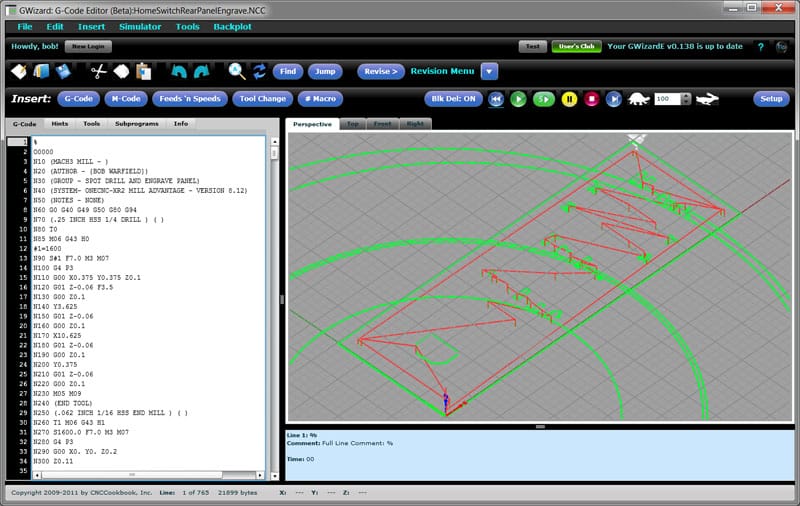
Gravírozza a fájlt az Arcs rossz Post beállításaival…
ha ilyen dolgot lát, az első dolog, amit ellenőrizni kell, az abszolút versus relatív IJK az íveknél. A beállításnak meg kell egyeznie a CAM által előállított és a vezérlő vagy a szimulátor elvárásai között.
próbálja ki a G-kód szimulátor és szerkesztő, ingyenes
törtek egy kör, negyedek, és vezérlők
az első dolog egy ív ez nem lehet megadni több, mint egy 360 fokos ív. Van néhány kivétel ez alól a spirális interpoláció egyes vezérlőin (lásd alább), csak azért, mert hasznos lehet A spiráloknál. Ha teljes körre van szükség, állítsa be a kezdő és a végpontokat egyenlőnek egymással:
G01 X3.25 Y2.0
G02 X3.25 Y2.0 I-1.25 J0
érdekes módon nem adhat meg teljes kört az “R” jelöléssel. Ez azért van, mert végtelen számú kör van, amelyek egy adott sugár ugyanazon pontján kezdődnek és végződnek, így a vezérlőnek fogalma sincs arról, hogy mi lehet a megfelelő kör.
több vicces üzlet van még “R” – vel és nagyobb ívekkel. Például egy ív továbbra is egy adott sugarú lehet, az óramutató járásával megegyező irányban (vagy az óramutató járásával ellentétes irányban), de a középpont nem egyértelmű, ha 90 foknál többet utazik. Például:
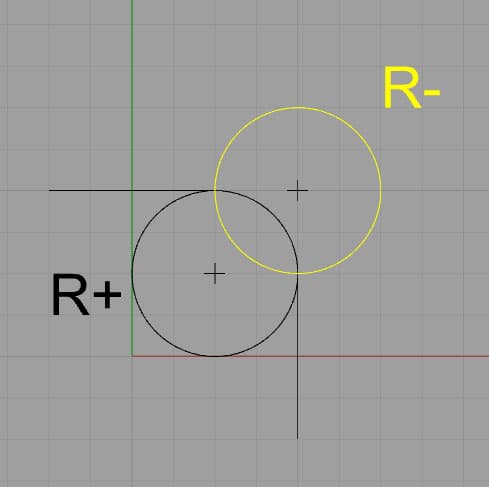
ha r negatív, akkor a hosszabb utat veszi igénybe (sárga színnel). Pozitív lesz a rövidebb utat.
a bemutatott két választási lehetőség alapján a vezérlő a sugár jele alapján választja ki az utat. Negatív erők a hosszabb ív, pozitív a rövidebb. A negatív jel arra kényszeríti a vezérlőt, hogy 180 foknál nagyobb életképes ívet keressen.
egyes vezérlők még érintőbbek, és nem programoznak olyan ívet, amely keresztezi a kvadráns vonalát. Ezért a legnagyobb szög, amelyet egy ív követhet, 90 fok, és ez a szög nem haladhatja meg a 0, 90, 180 vagy 270 fokot. 90 fokos szögek esetén, amelyek keresztezik a kvadráns vonalát, azokat két részre kell bontani, a darabok közötti csatlakozás közvetlenül a kvadráns vonalán van.
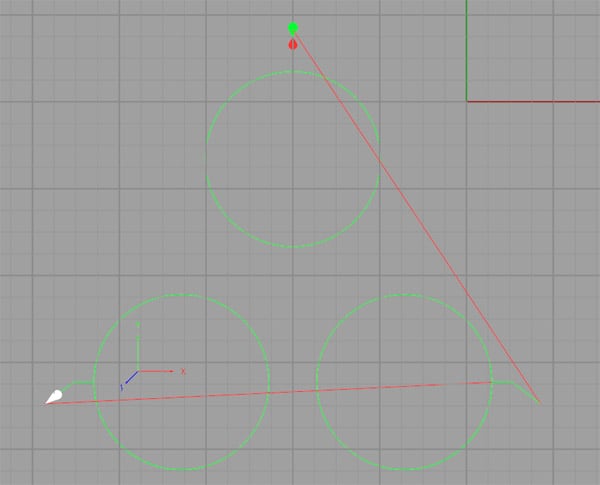
teljes körök XYZ nélkül
teljes körök akkor jönnek létre, amikor a kezdő és a végpontok azonosak, és a középpontot az IJK adja meg (ne feledje, R végtelen számú körhöz vezet). Mivel azt szeretné, hogy a kezdő és a végpont azonos legyen, előfordulhat, hogy még a végpont XYZ-vel történő megadásával sem kell bajlódnia. Egyes vezérlők megkövetelhetik, de a legtöbb nem. Itt van egy egyszerű g-kód program, amely 3 kört termel ilyen módon:
N45 G0 X-2. Y. 75
N46 G1 Z -.5 F10.
N47 Y. 5 F30. S2000
N48 G2 J-1, 1
N49 G1 Y. 75
N50 Z. 2
N51 G0 X 75 Y-3, 4
N52 G1 Z-.5 F10.
N53 X 5 F30.
N54 G2 I-1, 1
N55 X 75
N56 Z. 2
N57 G0 X-4, 75 Y-3, 4
N58 G1 Z-.5 F10.
N59 X-4,5 F30.
N60 G2 I1.1
N61 G1 X-4,75
N62 Z. 2
így néz ki a hátlap:
tipp az Arc programozásának egyszerűbbé tételéhez: Kezdje a
szegmensekkel, amikor egy eszközutat állítok ki, inkább az íveket hagyom utoljára. Minden ív helyett egyszerűen egy vonalszakaszt teszek, amelynek végpontjai megfelelnek az ív végpontjainak. Ez megkönnyíti az eszközút durva vázlatának gyors összegyűjtését, és gyakran úgy tűnik, hogy megkönnyíti a vonalak visszatérését és ívekké alakítását, miután az alapszerkezet már a helyén van.
spirális interpoláció
a spirál olyan ív, amely folyamatosan mozog egy harmadik dimenzióban, mint egy Csavarmenet. Spirális interpolációval megadunk egy ilyen ívet G02/G03-mal annak érdekében, hogy a vágót egy spirál mentén mozgathassuk. Ezt meg lehet tenni menetmaráshoz, lyuk interpolálásához vagy számos más célra. Itt van egy backplot egy 1/4 “NPT menet mill programot:
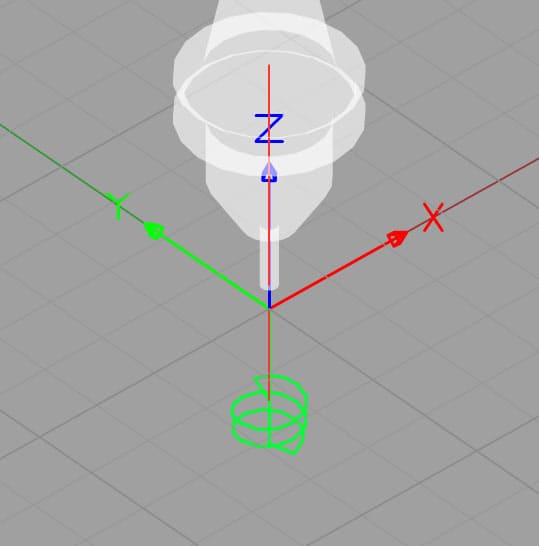
Hélix menetmaráshoz …
itt van egy minta a kódból a menetmarási programból:
G01 G91 Z-0.6533 F100.
G01 G42 D08 X0. 0235 Y-0,0939 F10.
G03 X0.0939 Y0.0939 Z0.0179 R0.0939
G03 X-0, 1179 Y0.1179 Z0.0179 R0.1179
G03 X-0, 1185 Y-0, 1185 Z0.0179 R0.1185
G03 X0.1191 Y-0,1191 Z0.0179 R0.1191 F16.
G03 X0.1196 Y0.1196 Z0.0179 R0.1196
G03 X-0,1202 Y0.1202 Z0.0179 R0.1202 F26.
G03 X-0,1207 Y-0,1207 Z0.0179 R0.1207
G03 X0.1213 Y-0,1213 Z0.0179 R0.1213
G03 X0.1218 Y0.1218 Z0.0179 R0.1218
G03 X-0.0975 Y0.0975 Z0.0179 R0.0975
ez az ívek ” r ” (sugár) formátuma, és vegye figyelembe, hogy van egy Z koordináta az egyes ívek végpontjának mélységváltozásának megadásához. Ez a kód relatív mozgást (G91) használ, így minden “Z0.0179″ a vágót 0,0179” mélyebbre mozgatja.
a G-Wizard Editor nagyon hasznos információkat nyújt a spirális interpoláció megértéséhez. Itt van a tipp a harmadik sorból (első ívmozgás):
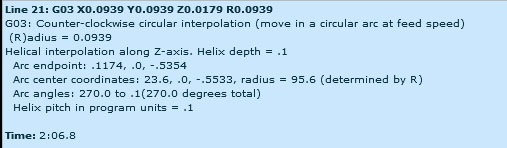
Megjegyzés: A menetmagasság itt 0,1″
GWE megmérjük és megmondjuk a spirálmagasságot, amely ebben az esetben 0,100″. Ez hasznos lehet annak azonosításához,hogy milyen szálat őrölnek. Azt is láthatjuk, hogy ez a bizonyos ív 270 foktól nullánál nagyobb scosh-ig (0,1 fok) fut.
a menetmarást sokkal részletesebben megvizsgáljuk egy későbbi fejezetben, amelyet teljes egészében a témának szentelünk. Egyelőre csak azt akartuk, hogy ismerje az ötletet, hogy készíthet spirálokat, valamint lapos kétdimenziós íveket.
Szerszámutak készítése A gép boldogabb lesz a
használatával, amikor a vágó irányt vált, bizonyos mértékű stresszt okoz. A vágó többé-kevésbé beleharap az anyagba, mint volt, attól függően, hogy az irányok a munkadarab (vagy vágatlan anyag) felé vagy attól távol változnak-e. A gép lesz sokkal boldogabb, ha a program egy ív helyett hirtelen egyenes irányváltás. Még egy nagyon kis sugarú ív is lehetővé teszi a vezérlő számára, hogy azonnal elkerülje az irányváltást, ami a legjobb esetben nyomot hagyhat a célban, a legrosszabb esetben pedig fecsegést vagy más problémákat okozhat. Enyhe irányváltások esetén lehet, hogy nem éri meg. De minél hirtelenebb a változás, 90 fok nagyon hirtelen, annál nagyobb a valószínűsége annak, hogy ívet kell használnia a fordulat megkönnyítésére.
ívek is hasznos módja annak, hogy adja meg a vágás, ahelyett, hogy a vágó uszály egyenesen. Az íves vágással történő bevitellel kapcsolatos információkért lásd a Szerszámút oldalt a marási előtolások és sebességek tanfolyamról.
gyakorlatok
1. Ásd ki a CNC vezérlő kézikönyvét, és menj át az arc beállításokon, hogy beállítsd a GWE-t, hogy megfeleljen a vezérlő működési módjának.
2. Végezzen néhány etch-A-sketch kísérletet a GWE – vel. Hozzon létre néhány eszközútvonalat, amelyek íveket tartalmaznak, amíg nem érzi magát kényelmesen.
Következő Cikk: A Gwe G-kód szimulátor futtatása
próbálja ki a G-Wizard G-Code Editor ingyenes próbaverzióját…