Quick G-Codice Arco Tutorial: Fare G02 & G03 Facile, Evitare Errori
Interpolazione Circolare Movimento Lungo un Arco Circolare
Avendo appena finito di discutere interpolazione lineare o un movimento in linea retta, seguono interpolazione circolare, che è il movimento lungo una traiettoria circolare. Oltre alla capacità abbastanza esotica di seguire un percorso “NURBS”, la maggior parte dei controller g-code supporta solo due tipi di movimento: lineare e circolare. L’interpolazione circolare è un po ‘ più impegnativa sulla tua macchina poiché due assi devono essere coordinati con precisione. Disegnare un cerchio completo comporta non solo un movimento coordinato ma un’inversione di direzione in ciascuno dei 4 punti del quadrante. Questi sarebbero i punti corrispondenti a 0, 90, 180 e 270 gradi. Se la macchina ha alcun gioco a tutti, sarà ovvio a queste inversioni perché ci sarà un problema tecnico nel taglio lì.
Il movimento circolare è una modalità avviata tramite G02 e G03
Come il movimento lineare (avviato da G00 e G01), il movimento circolare è una modalità avviata tramite G02 o G03. G02 stabilisce una modalità per archi circolari in senso orario. G03 stabilisce una modalità per archi circolari in senso antiorario.

Definizione di un arco per il controller CNC
Una volta stabilita la modalità G02 o G03, gli archi vengono definiti in codice G identificando i loro 2 endpoint e il centro che deve essere equi-distante da ciascun endpoint o si verificherà un allarme. Gli endpoint sono facili. Il punto di controllo corrente o la posizione all’inizio del blocco stabilisce un endpoint. L’altro può essere stabilito dalle coordinate XYZ. Il centro è un po ‘ più complesso.
Definizione del centro tramite Offset relativi IJK
Il centro viene comunemente identificato utilizzando I, J o K per stabilire gli offset relativi dal punto iniziale dell’arco al centro. Ecco un tipico arco in senso orario:

Definizione del centro di un arco con IJK
Questo arco inizia da X0Y2 e termina a X2Y0. Il suo centro è a X0Y0. Potremmo specificarlo in g-code come questo:
G02 (Impostare la modalità arco in senso orario)
X2Y0 I0J-2.0
I e J specificano le coordinate relative dal punto iniziale al centro. In altre parole, se aggiungiamo il valore I alla X del punto di partenza e il valore J alla Y del punto di partenza, otteniamo X e Y per il centro.
Definizione del centro tramite il Raggio Usando “R”
Possiamo anche definire il centro semplicemente specificando il raggio del cerchio. In questo caso, il nostro cerchio ha un raggio di 2, quindi il codice g potrebbe essere semplicemente:
G02
X2Y0 R2
Molti di voi decideranno proprio qui e ora che dal momento che R è più facile da capire e più breve da scrivere, userai R e dimenticherai IJK. Ma gli insegnanti CNC nel mondo suggeriranno che dovresti preferire IJK. Il loro argomento è che quando usi IJK, ottieni un doppio controllo che il tuo arco sia corretto.
Perché?
Perché il controller arriva a calcolare un insieme effettivo di coordinate per il centro tramite IJK. Una volta che ha le coordinate del centro, può verificare che sia equa-distante da entrambi i punti finali. Il controllo di ciascuna di queste due distanze è il doppio controllo. Nel caso del formato “R”, il controller non ha tale doppio controllo. Deve scegliere un centro che garantisca la stessa distanza.
Personalmente, non lo so se sono d’accordo con gli istruttori CNC che questo sta fornendo alcun controllo extra o meno. Dico di andare con qualsiasi approccio abbia senso per la tua situazione particolare, ma dovresti assolutamente essere familiare e a tuo agio con entrambi. Dovrai comunque sentirti a tuo agio con le coordinate relative, dato che sono dannatamente a portata di mano. Tanto vale mettersi comodi ora.
È un po ‘ come sentirsi dire che dovresti usare solo il mandrino a 4 griffe su un tornio quando inizi per la prima volta, quindi ti sentirai molto a tuo agio a componerlo. È una buona abilità per essere bravo come macchinista!
Variazioni nella sintassi Arc per diversi dialetti e modalità G-Code
Quando IJK non sono incrementali e che dire di avere sia IJK che R? Inoltre, altri imbrogli modali e variazioni dell’arco
Questo è un altro di quei luoghi in cui accadono molte cose oscure e devi sapere cosa farà il tuo controller senza assumere nulla. In generale, la regola dovrebbe essere che se si hanno sia IJK che R nello stesso blocco, R ha la precedenza e IJK viene ignorato. Ma ci sono controller che non funzionano esattamente in questo modo, quindi assicurati di sapere cosa sta succedendo.
G-Wizard Editor consente di specificare diversi parametri nel suo Post che determinano come funzionano gli archi. Ecco una schermata delle opzioni di installazione:
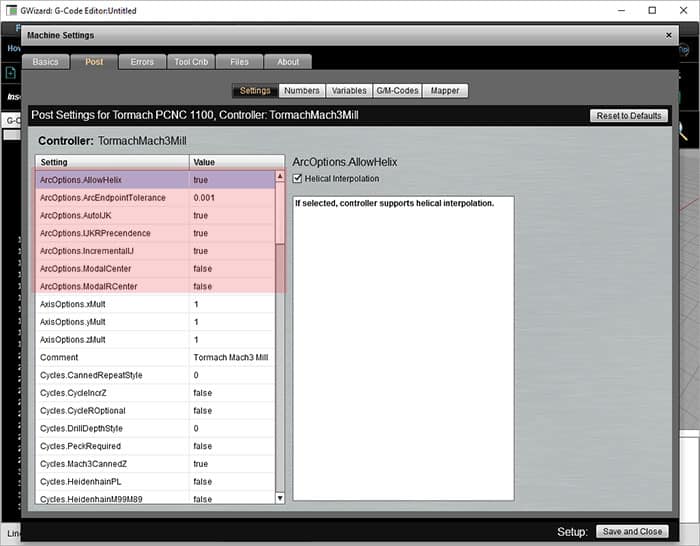
Opzioni Arc per la simulazione del codice G
Esaminiamo queste opzioni:
-Incremental vs Absolute IJK: Abbiamo discusso di IJK come offerta di coordinate relative al punto di partenza per il centro. Aggiungi I a X, J a Y e K a Z del punto di partenza e ottieni il centro. Molti controlli hanno anche la possibilità per IJK di essere le coordinate assolute del centro.
– Centri IJK modali: quando IJK sono coordinate centrali assolute, alcuni controller ricorderanno l’ultimo centro definito, quindi IJK è modale in quel caso. Quando si utilizza un set di controllo come questo, si può semplicemente continuare a emettere comandi XYZ per archi senza dover definire un nuovo centro ogni volta. Non è chiaro che risparmierai molto–quanto spesso vuoi fare un sacco di archi con lo stesso centro?
– Centri modali R: un’altra variazione sull’idea del centro modale è quella di consentire che il raggio definito da “R” sia modale. Qualunque sia l’ultima R utilizzata, il controller ricorda e utilizza nuovamente quel valore se non viene fornito R. Questo sembra più utile di modal IJK. Ad esempio, una tasca potrebbe avere archi per gli angoli che hanno tutti lo stesso raggio.
– Dare la precedenza a R: come accennato, la maggior parte dei controller userà “R” quando sia “R” che “IJK” sono dati nello stesso blocco. Ma questa opzione ti consente di cambiare quella precedenza in IJK se il tuo controller funziona in questo modo.
– Interp.elicoidale: Questa opzione determina se il controller consente l’interpolazione elicoidale.
Il problema più comune Configurazione di un CAM Post o CNC Simulator: Absolute vs Relative IJK
Abbiamo tutti avuto l’esperienza di guardare un backplot (o peggio, vederlo nel movimento effettivo dello strumento che è piuttosto spaventoso) e vedere i cerchi giganti quasi completi e nessun segno dei movimenti familiari delle parti che ci aspettavamo di vedere. Ecco un tipico esempio:
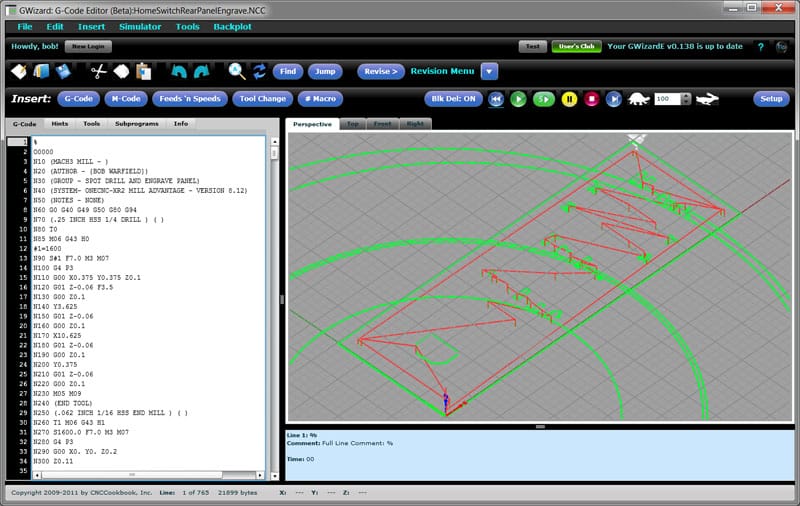
Incide il file con impostazioni post errate per Arcs
Se vedi questo genere di cose, la prima cosa da controllare è absolute versus relative IJK per arcs. L’impostazione deve corrispondere tra ciò che la CAM produce e ciò che il controller o il simulatore si aspetta.
Prova il nostro simulatore e editor di G-Code, Gratuito
Frazioni di un cerchio, quadranti e controller
La prima cosa su un arco è che non è possibile specificare più di un arco a 360 gradi. Ci sono alcune eccezioni a questo su alcuni controller per l’interpolazione elicoidale (vedi sotto), solo perché può essere utile per le eliche. Quando si desidera un cerchio completo, impostare i punti iniziale e finale uguali tra loro:
G01 X3. 25 Y2.0
G02 X3.25 Y2.0 I-1.25 J0
È interessante notare che non è possibile specificare un cerchio completo con la notazione “R”. Questo perché ci sono un numero infinito di cerchi che iniziano e terminano nello stesso punto di un particolare raggio, quindi il controller non ha idea di quale potrebbe essere il cerchio corretto.
C’è ancora un business più divertente con “R” e archi più grandi. Ad esempio, un arco può essere ancora di un raggio particolare e in senso orario (o antiorario), ma il centro è ambiguo se si viaggia più di 90 gradi. Ad esempio:
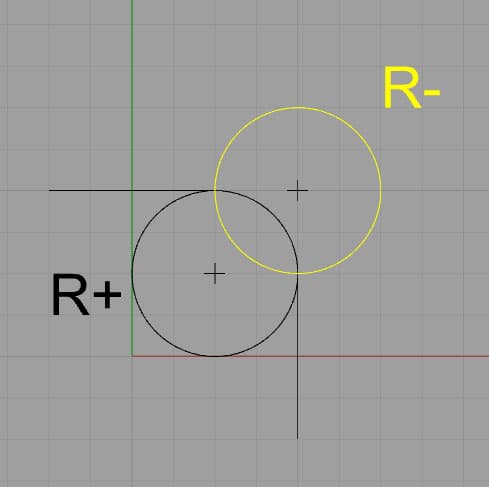
Se R è negativo, prende il percorso più lungo (in giallo). Positivo ottiene il percorso più breve.
Date le due scelte mostrate, il controller sceglie il percorso in base al segno del raggio. Forze negative l’arco più lungo, positivo il più corto. Il segno negativo costringe il controller a cercare un arco vitale di oltre 180 gradi.
Alcuni controller sono ancora più permalosi e non programmano un arco che attraversa una linea di quadrante. Quindi, l’angolo più grande che un arco può seguire è di 90 gradi e quell’angolo non deve attraversare 0, 90, 180 o 270 gradi. Per gli angoli di 90 gradi che attraversano una linea del quadrante, devono essere spezzati in due pezzi, con l’unione tra i pezzi che si trova proprio sulla linea del quadrante.
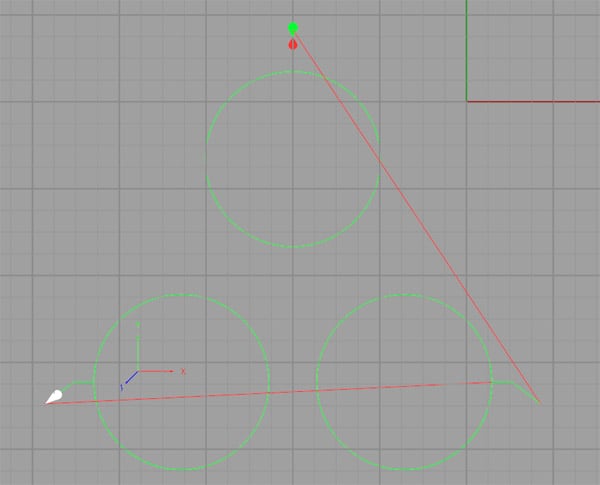
Cerchi completi senza XYZ
I cerchi completi si verificano quando i punti iniziale e finale sono identici e il centro viene specificato tramite IJK (ricorda, R porta a un numero infinito di cerchi). Dato che si desidera che l’inizio e l’endpoint siano uguali, potrebbe non essere necessario preoccuparsi nemmeno di specificare il punto finale con XYZ. Alcuni controller potrebbero richiederlo, ma la maggior parte no. Ecco un semplice programma g-code che produce 3 cerchi in questo modo:
N45 G0 X-2. Y. 75
N46 G1 Z-.5 F10.
N47 Y. 5 F30. S2000
N48 G2 J-1.1
N49 G1 Y. 75
N50 Z. 2
N51 G0 X. 75 Y-3.4
N52 G1 Z-.5 F10.
N53 X. 5 F30.
N54 G2 I-1.1
N55 X. 75
N56 Z. 2
N57 G0 X-4.75 Y-3.4
N58 G1 Z-.5 F10.
N59 X-4.5 F30.
N60 G2 I1. 1
N61 G1 X-4.75
N62 Z. 2
Ed ecco come appare il backplot:
Suggerimento per semplificare la programmazione dell’arco: Inizia con Segmenti
Quando stendo un percorso utensile, preferisco lasciare gli archi fino all’ultimo. Al posto di ogni arco, ho semplicemente messo un segmento di linea i cui endpoint corrispondono agli endpoint dell’arco. Ciò rende facile ottenere rapidamente lo schizzo approssimativo del percorso utensile e spesso sembra rendere più facile tornare indietro e convertire le linee in archi una volta che la struttura di base è già in atto.
Interpolazione elicoidale
Un’elica è un arco che si muove continuamente in una terza dimensione, come una filettatura. Con l’interpolazione elicoidale, specifichiamo tale arco con G02 / G03 per spostare la fresa lungo un’elica. Questo può essere fatto per la fresatura del filo, interpolando un foro o una varietà di altri scopi. Ecco un backplot da un 1/4 “NPT thread mill programma:
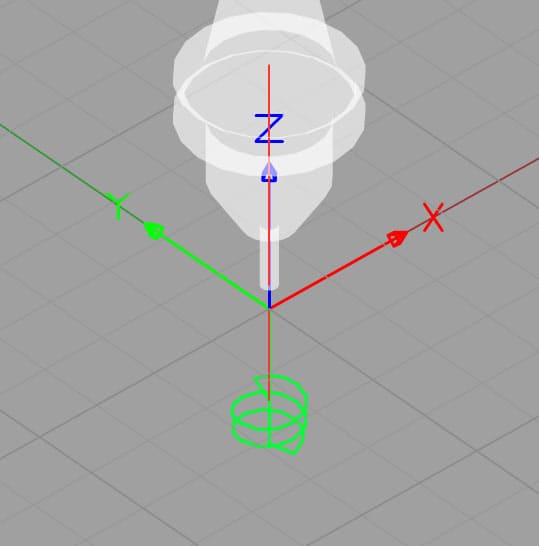
Helix for thread milling…
Ecco un esempio del codice del programma thread milling:
G01 G91 Z-0.6533 F100.
G01 G42 D08 X0. 0235 Y-0,0939 F10.
G03 X0. 0939 Y0.0939 Z0.0179 R0.0939
G03 X-0.1179 Y0.1179 Z0.0179 R0.1179
G03 X-0.1185 Y-0.1185 Z0.0179 R0.1185
G03 X0.1191 Y-0.1191 Z0. 0179 R0. 1191 F16.
G03 X0. 1196 Y0.1196 Z0.0179 R0.1196
G03 X-0.1202 Y0.1202 Z0.0179 R0.1202 F26.
G03 X-0.1207 Y-0.1207 Z0.0179 R0.1207
G03 X0.1213 Y-0.1213 Z0.0179 R0.1213
G03 X0.1218 Y0.1218 Z0.0179 R0.1218
G03 X-0,0975 A0.0975 Z0.0179 R0.0975
Questo è il formato” R ” (raggio) per gli archi e si noti che esiste una coordinata Z per specificare una modifica della profondità per il punto finale di ciascun arco. Questo codice utilizza il movimento relativo (G91), quindi ogni “Z0.0179″ sposta la taglierina 0.0179” più in profondità.
G-Wizard Editor fornisce alcune informazioni davvero utili per aiutare a capire l’interpolazione elicoidale. Ecco il suggerimento dalla terza riga (prima mossa dell’arco):
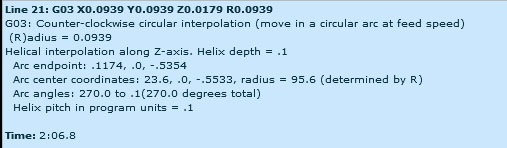
Nota il passo della filettatura qui è calcolato come 0.1″
G misureremo e ti diremo il passo dell’elica, che in questo caso è 0.100″. Ciò può essere utile per identificare quale tipo di thread viene macinato. Possiamo anche vedere che questo particolare arco va da 270 gradi a uno scosh più di zero (0,1 gradi).
Rivisiteremo la fresatura del filo in modo molto più dettagliato in un capitolo successivo interamente dedicato all’argomento. Per ora, volevamo solo che tu avessi familiarità con l’idea che puoi creare eliche e archi bidimensionali piatti.
Creazione di percorsi utensile La tua macchina sarà più felice con
Ogni volta che la taglierina cambia direzione, aggiunge una certa quantità di stress. La taglierina morde il materiale più o meno di quanto non fosse stato, a seconda che le direzioni cambino verso il pezzo (o il materiale non tagliato) o lontano da esso. La tua macchina sarà molto più felice se programmi un arco piuttosto che un brusco cambio di direzione. Anche un arco con un raggio molto piccolo consentirà al controller di evitare di cambiare direzione istantaneamente, il che può lasciare un segno nel finale nel migliore dei casi e causare chiacchiere o altri problemi nel peggiore dei casi. Per lievi cambiamenti di direzione, potrebbe non valerne la pena. Ma più brusco è il cambiamento, con 90 gradi che sono molto bruschi, maggiore è la probabilità che tu debba usare un arco per facilitare il turno.
Gli archi sono anche un modo utile per entrare nel taglio, piuttosto che avere la chiatta tagliatrice dritta. Per informazioni sull’inserimento del taglio con un arco, vedere la pagina Percorso utensile dal percorso di avanzamento e velocità di fresatura.
Esercizi
1. Estrai il manuale del controller CNC e passa attraverso le impostazioni dell’arco per impostare GWE in modo che corrisponda al modo di funzionamento del tuo controllo.
2. Fare qualche sperimentazione etch-a-sketch con GWE. Creare alcuni percorsi degli strumenti che includono archi fino a quando sei comodo crearli.
Articolo successivo: Esecuzione del GWE G-Code Simulator
Prova la versione di prova gratuita di G-Wizard G-Code Editor…