クイックGコードアークチュートリアル:Make G02&G03Easy,Avoid Mistics
円形補間は円弧に沿った動きです
線形補間、または直線での動きについて説明し終えたところで、次に円形補間、つまり円弧に沿った動きになります。 “NURBS”パスに従うかなりエキゾチックな機能を除いて、ほとんどのgコードコントローラは、線形と円形の二つの種類の動きのみをサポートしています。 円形補間は、2つの軸を正確に調整する必要があるため、マシンではかなり要求が厳しいです。 完全な円を描くには、調整された動きだけでなく、4つの象限ポイントのそれぞれで方向の反転が必要です。 これらは、0、90、180、および270度に対応する点になります。 マシンがすべてのバックラッシュを持っている場合は、そこにカットにグリッチがあるでしょうので、それはこれらの逆転で明らかになります。
円運動はg02とG03を介して開始されるモードです
直線運動(G00とG01によって開始される)と同様に、円運動はG02またはG03を介して開始さ G02は時計回りの円弧のモードを確立します。 G03は、反時計回りの円弧のモードを確立します。

CNCコントローラのアークの定義
G02またはG03モードのいずれかが確立されると、アークは2つの端点と各端点から等距離でなければならない中心を識別することによってgコードで定義される。 エンドポイントは簡単です。 現在の制御点、またはブロックが開始されたときの位置は、1つの端点を確立します。 他方は、XYZ座標によって確立されてもよい。 センターはもう少し複雑です。
IJK相対オフセットによる中心の定義
中心は、最も一般的には、i、J、またはKを使用して、円弧の始点から中心への相対オフセットを確立することによ ここに典型的な時計回りの弧があります:

ijkで円弧の中心を定義する…
この円弧はX0Y2から始まり、X2Y0で終了します。 中心はX0Y0です。 このようにgコードで指定することができます:
G02(時計回りアークモードの設定)
X2Y0I0J-2.0
IとJは、始点から中心までの相対座標を指定します。 言い換えれば、開始点のXにI値を追加し、開始点のYにJ値を追加すると、中心のXとYが得られます。
“R”を使って半径で中心を定義する
円の半径を指定するだけで中心を定義することもできます。 この場合、円の半径は2なので、gコードは単純になります:
G02
X2Y0R2
あなたの多くは、Rが理解しやすく、書くのが短いので、Rを使ってijkを忘れることになります。 しかし、世界のCNC教師はあなたがIJKを好むべきであることを提案するでしょう。 彼らの議論は、IJKを使用すると、arcが正しいことを二重チェックすることです。
なぜ?
コントローラはIJKを介して中心の座標の実際のセットを計算するためです。 中心の座標を取得すると、両方の終点から等距離にあることを確認できます。 これらの2つの距離のそれぞれのチェックは、ダブルチェックです。 “R”形式の場合、コントローラにはそのようなダブルチェックはありません。 それは等しい間隔を保証する中心を選ばなければならない。
個人的には、これが余分なチェックを提供しているかどうかは、CNCインストラクターに同意するかどうかはわかりません。 私はあなたの特定の状況に合ったアプローチで行くと言いますが、あなたは間違いなく両方に精通して快適でなければなりません。 あなたはとにかく相対座標に慣れている必要があります。 今も快適になるかもしれません。
それは一種のあなたが最初に起動するときに旋盤に4顎チャックを使用する必要があります言われているようなものですので、あなたはそれを それは機械工として得意であることは良いスキルです!
異なるGコード方言とモードのArc構文のバリエーション
IJKが増分ではなく、IJKとRの両方を持つことはどうですか? さらに、他のモーダルなペテンとアークのバリエーション
これは、多くのあいまいなことが起こる場所のもう一つであり、あなたのコントローラが何も仮定せずに何をするかを知る必要があります。 一般に、ルールは、同じブロックにIJKとRの両方がある場合、Rが優先され、IJKは無視されるということになっています。 しかし、そのように正確に動作しないコントローラがあるので、何が起こっているのかを知っていることを確認してください。
g-Wizard Editorでは、アークの動作を決定するいくつかのパラメータをポストに指定しましょう。 ここでは、セットアップオプションのスクリーンショットです:
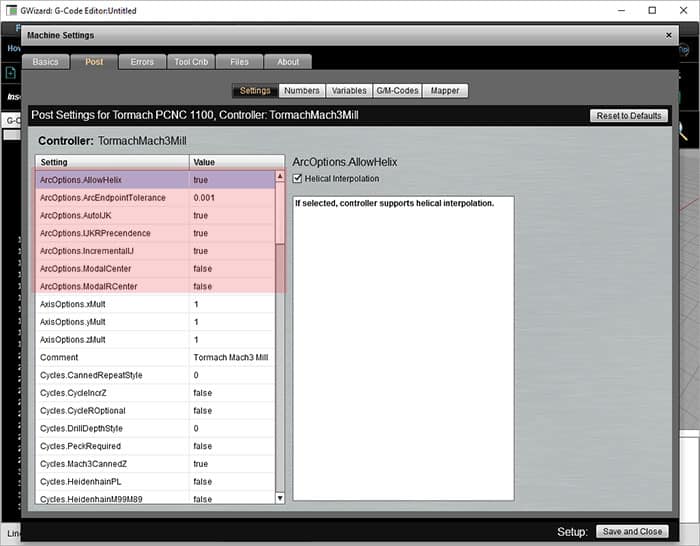
GコードシミュレーションのArcオプション
これらのオプションについて説明しましょう。
–増分対絶対IJK:IJKについては、中心の開始点を基準とした座標を提供するものとして説明しました。 開始点のIをX、JをY、KをZに追加すると、中心が得られます。 多くのコントロールには、IJKを中心の絶対座標にするオプションもあります。
–モーダルIJKセンター:IJKが絶対中心座標である場合、一部のコントローラは定義された最後の中心を覚えているため、IJKはその場合モーダルです。 このように設定されたコントロールを使用する場合は、毎回新しいセンターを定義することなく、arcsのXYZコマンドを発行し続けることができます。 それはあなたが多くを節約することは明らかではありません–どのくらいの頻度で同じ中心を持つ弧の束をしたいですか?
-モーダルR中心:モーダル中心の考え方の別のバリエーションは、”R”で定義された半径をモーダルにできるようにすることです。 最後に使用されたRが何であれ、rが指定されていない場合、コントローラはその値を記憶し、再び使用します。 これはmodal IJKよりも便利です。 たとえば、ポケットには、すべて同じ半径の角の円弧が含まれている場合があります。
–Rの優先順位を与える:前述のように、ほとんどのコントローラは、”R”と”IJK”の両方が同じブロックで与えられたときに”R”を使用します。 しかし、このオプションでは、コントローラが代わりにそのように動作する場合、その優先順位をIJKに変更することができます。
:このオプションは、コントローラがヘリカル補間を許可するかどうかを制御します。
カムポストやCNCシミュレータを設定する最も一般的な問題: 絶対対相対IJK
私たちは皆、バックプロットを見て(または悪いことに、実際のツールの動きでそれを見て、かなり怖い)、巨大なほぼ完全な円を見て、私たちが見たと予想していたおなじみの部分の動きの兆候がないという経験を持っていました。 ここに典型的な例があります:
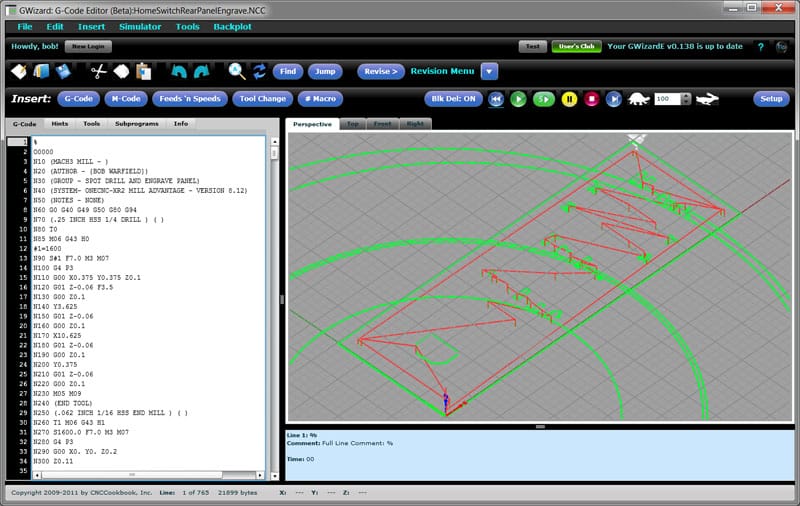
アークの不良ポスト設定でファイルを彫刻…
そのようなことが表示された場合、最初にチェックするのはアークの絶対対相対IJKです。 設定は、CAMが生成するものと、コントローラまたはシミュレータが期待するものとの間で一致する必要があります。
私たちのGコードシミュレータとエディタを試してみてください,無料
円の分数,象限,およびコントローラ
円弧についての最初の事は、それ以上の360度の円弧を指定することはできませんです. ヘリカル補間のためのいくつかのコントローラ上でこれにいくつかの例外があります(以下を参照)。 完全な円が必要な場合は、開始点と終了点を互いに等しく設定します:
G01X3.25Y2.0
G02X3.25Y2.0I-1.25J0
興味深いことに、”R”表記で完全な円を指定することはできません。 これは、特定の半径の同じ点で開始および終了する無限の数の円があるため、コントローラは正しい円が何であるかわからないためです。
“R”とより大きな弧を持つより面白いビジネスがまだあります。 たとえば、円弧は依然として特定の半径で時計回り(または反時計回りの方向)である可能性がありますが、90度を超えると中心はあいまいになります。 例えば:
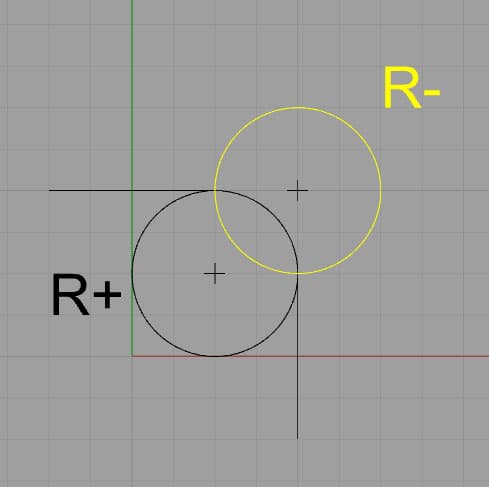
Rが負の場合、より長いパス(黄色)を取ります。 正は短いパスを取得します。
示されている二つの選択肢を考えると、コントローラは半径の符号に基づいてパスを選択します。 負の力は長い弧を、正の力は短い弧を強制します。 負の符号は、コントローラが180度以上の実行可能な円弧を求めるように強制します。
一部のコントローラはまだタッチしており、象限線を横切る円弧をプログラムしません。 したがって、円弧が続くことができる最大の角度は90度であり、その角度は0、90、180、または270度を横切ってはなりません。 象限線を横切る90度の角度の場合、それらは2つの部分に分割されなければならず、部分の間の結合は象限線上にある。
XYZのない完全な円
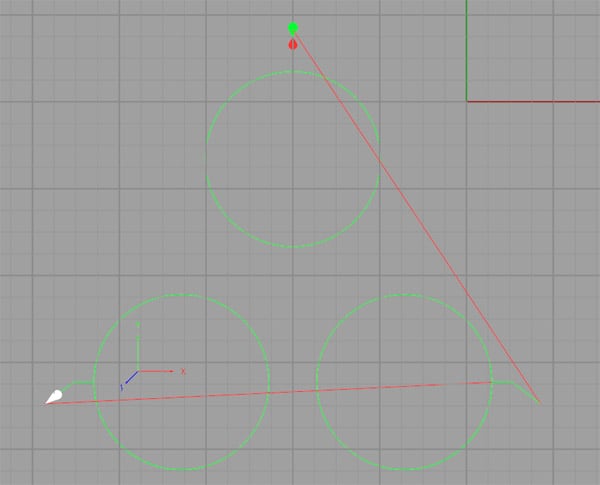
完全な円は、始点と終点が同じで、中心がIJKを介して指定されている場合に発生します(rは無限の数の円につながります)。 開始点と終了点を同じにしたい場合は、XYZで終了点を指定しても気にする必要はありません。 一部のコントローラはそれを必要とするかもしれませんが、ほとんどはそうではありません。 ここでは、このように3つの円を生成する簡単なgコードプログラムです:
N45G0X-2. Y.75
N46G1Z-。5月10日にFaとなった。
N47Y.5F30. S2000
N48G2J-1.1
N49G1Y.75
N50Z.2
N51G0X.75Y-3.4
N52G1Z-。5月10日にFaとなった。
N53X.5F30.
N54G2I-1.1
N55X.75
N56Z.2
N57G0X-4.75Y-3.4
N58G1Z-。5月10日にFaとなった。
N59X-4.5F30。
N60G2I1.1
N61G1X-4.75
N62Z.2
そして、ここでは、バックプロットがどのように見えるかです:
の完全な円のためのXYZのないアークは、アークプログラミングを簡単にするためのヒント: Segments
で始まるツールパスをレイアウトするときは、最後まで円弧を残すことを好みます。 各円弧の代わりに、端点が円弧の端点に対応する線分を単純に配置します。 これにより、ツールパスのラフスケッチをすばやく取得することが容易になり、基本的な構造がすでに整っていると、線を円弧に変換するのが簡単にな
ヘリカル補間
ヘリックスは、ねじ山のように三次元で連続的に移動する円弧です。 ヘリカル補間では、カッターをヘリックスに沿って移動させるために、G02/G03でそのような円弧を指定します。 これは、糸のフライス加工、穴の補間、またはその他のさまざまな目的で行うことができます。 ここに1/4″NPTの糸の製造所プログラムからのbackplotはある:
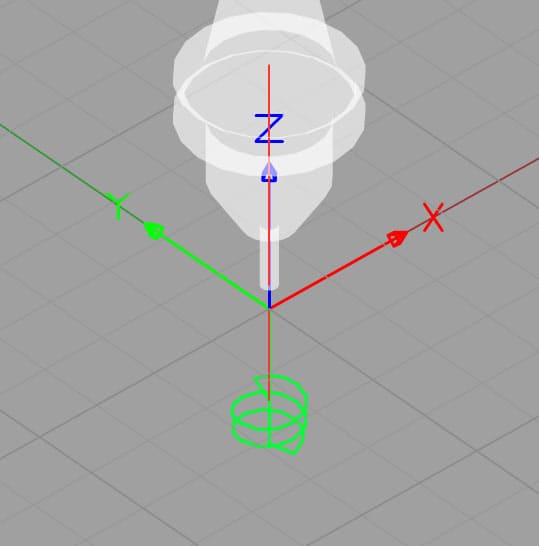
糸の製粉のための螺旋形…
糸の製粉プログラムからのコードのサンプルはここにあります:
G01G91Z-0.6533F100.
G01G42D08X0.0235Y-0.0939F10.
G03X0.0939Y0.0939Z0.0179R0.0939
G03X-0.1179Y0.1179Z0.0179R0.1179
G03X-0.1185Y-0.1185Z0.0185Z0.0185Z0.0185Z0.0185Z0.0185Z0.0185Z0.0185Z0.0185Z0.0185Z0.0185Z0.0185Z0.0185Z0.0185Z0.0185Z0.01850179R0.1185
G03X0.1191Y-0.1191Z0.0179R0.1191F16.
G03X0.1196Y0.1196Z0.0179R0.1196
G03X-0.1202Y0.1202Z0.0179R0.1202F26.
G03X-0.1207Y-0.1207Z0.0179R0.1207
G03X0.1213Y-0.1213Z0.0179R0.1213
G03X0.1218Y0.1218Z0.0179R0.1218
G03X-0.1207Y-0.1207Z0.0179R0.1207
G03X-0.1213Y-0.1213Z0.0179R0.1218
G03X-0.1213Y-0.1213Z0.0179R0.1218
G03X-0.1218 0.0975Y0.0975Z0.0179R0.0975
これは円弧の”r”(半径)形式であり、各円弧の終点の深さの変化を指定するZ座標があることに注意してください。 このコードは相対運動(G91)を使用するため、各”Z0.0179″はカッターを0.0179″深く移動します。
g-Wizard Editorは、ヘリカル補間を理解するのに役立ついくつかの本当に有用な情報を提供します。 ここでは、第三の行(最初の円弧の移動)からのヒントです):
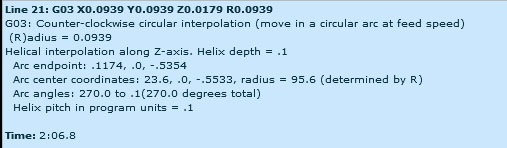
注ここでのねじピッチは0.1″
GWEはヘリックスピッチを測定して教えてくれますが、この場合は0.100″です。 これは、どのような種類の糸が粉砕されているかを識別するのに役立ちます。 また、この特定の弧が270度からゼロ(0.1度)以上のスコッシュまで走っていることもわかります。
私たちは、主題に完全に専念後の章ではるかに詳細に糸のフライス加工を再訪します。 今のところ、私たちはちょうどあなたがヘリックスだけでなく、平らな二次元アークを作ることができるという考えに精通していたかったです。
ツールパスを作るあなたのマシンは、カッターが方向を変更するたびに、それは一定のストレスを追加します
と幸せになります。 カッターは、方向がワーク(または切断されていない材料)に向かって変化するか、またはそれから離れるかに応じて、それがあったよりも多かれ少なかれ材料 あなたのマシンは、あなたが方向の突然の直線の変化ではなく、円弧をプログラムする場合は、はるかに幸せになります。 非常に小さい半径が付いているアークはコントローラーが最もよい場合の終わりに印を残し、最悪の場合の雑談か他の問題を引き起こすことができる方向を直ちに変えることを避けることを可能にする。 方向のわずかな変化のために、それは価値がないかもしれません。 しかし、90度が非常に急激であるほど、変化が急激になるほど、ターンを容易にするために円弧を使用する可能性が高くなります。
円弧は、カッターのはしけをまっすぐに入れるのではなく、カットに入るのにも便利な方法です。 円弧でカットを入力する方法については、”フライスフィードとスピード”コースの”ツールパス”ページを参照してください。
演習
1. あなたのCNCのコントローラーマニュアルを掘り、作動するあなたの制御の方法に一致させるためにgweをセットアップするためにアークの設定
2. GWEでいくつかのエッチングスケッチ実験を行います。 円弧を作成するのが快適になるまで、円弧を含むツールパスを作成します。
次の記事: GWE G-Code Simulatorの実行
G-Wizard G-Code Editorの無料試用版をお試しください…