Quick G-Code Arc Tutorial: Make G02 & G03 Easy, vermijd fouten
circulaire interpolatie is beweging langs een cirkelboog
na het bespreken van lineaire interpolatie, of beweging in een rechte lijn, komen we vervolgens bij cirkelinterpolatie, dat is beweging langs een cirkelboog. Anders dan de vrij exotische mogelijkheid om een “NURBS” pad te volgen, ondersteunen de meeste G-code controllers slechts twee soorten beweging: lineair en circulair. Circulaire interpolatie is een stuk veeleisender voor uw machine, omdat twee assen precies op elkaar moeten worden afgestemd. Het tekenen van een volledige cirkel impliceert niet alleen gecoördineerde beweging maar omkering van richting op elk van de 4 kwadrantpunten. Dit zijn de punten die overeenkomen met 0, 90, 180 en 270 graden. Als de machine enige terugslag heeft, zal het duidelijk zijn bij deze omkeringen omdat er een glitch in de snede daar zal zijn.
cirkelbeweging is een modus die wordt gestart Via G02 en G03
zoals lineaire beweging (geïnitieerd door G00 en G01), is cirkelbeweging een modus die wordt gestart via G02 of G03. G02 stelt een modus voor met de klok mee cirkelbogen. G03 stelt een modus voor tegen de klok in cirkelvormige bogen.

het definiëren van een boog voor de CNC-Controller
zodra de G02-of G03-modus is ingesteld, worden bogen gedefinieerd in G-Code door hun 2 eindpunten te identificeren en het centrum dat op gelijke afstand van elk eindpunt moet zijn of er zal een alarm optreden. De eindpunten zijn eenvoudig. Het huidige controlepunt, of de locatie wanneer het blok wordt gestart, stelt één eindpunt vast. De andere kan worden vastgesteld door XYZ coördinaten. Het centrum is wat complexer.
het centrum definiëren Via IJK relatieve Offsets
het centrum wordt meestal geïdentificeerd door I, J of K te gebruiken om relatieve offsets vast te stellen vanaf het beginpunt van de boog naar het centrum. Hier is een typische boog met de klok mee:

het midden van een boog definiëren met IJK …
deze boog begint bij X0Y2 en eindigt op X2Y0. Het centrum is op X0Y0. We kunnen het specificeren in g-code zoals dit:
G02 (de boogmodus met de klok mee instellen)
X2Y0 I0J-2.0
De I en de J specificeren relatieve coördinaten van het beginpunt tot het centrum. Met andere woorden, als we de I waarde toevoegen aan het beginpunt X, en de J waarde aan het beginpunt Y, krijgen we de X en Y voor het centrum.
het midden definiëren Via de straal met behulp van ” R ”
we kunnen ook het midden definiëren door alleen de straal van de cirkel op te geven. In dit geval heeft onze cirkel een straal van 2, dus de G-code kan gewoon:
G02
X2Y0 R2
velen van u zullen hier en nu beslissen dat aangezien R gemakkelijker te begrijpen is en korter om te schrijven, u gewoon R gaat gebruiken en IJK vergeet. Maar, de CNC leraren in de wereld zal suggereren dat je moet de voorkeur aan IKK. Hun argument is dat wanneer je IJK gebruikt, je een dubbele controle krijgt dat je arc correct is.
waarom?
omdat de controller een werkelijke set Coördinaten voor het centrum kan berekenen via IJK. Zodra het de coördinaten van het centrum heeft, kan het controleren of het even ver van beide eindpunten is. De controle van elk van deze twee afstanden is de dubbele controle. In het geval van het” R ” – formaat heeft de controller geen dubbele controle. Het moet een centrum kiezen dat gelijke afstand garandeert.
persoonlijk Weet ik niet of ik het met de CNC-instructeurs eens ben dat dit een extra controle is of niet. Ik zeg Ga met welke aanpak zinvol is voor uw specifieke situatie, maar je moet zeker vertrouwd en comfortabel met beide. Je moet je toch op je gemak voelen met relatieve coördinaten, omdat ze verdomd handig zijn. Maak het je nu maar gemakkelijk.
het is net alsof je wordt verteld dat je de 4-kaak chuck alleen op een draaibank moet gebruiken wanneer je voor het eerst begint, zodat je het heel comfortabel kunt inbellen. Het is een goede vaardigheid om goed in te zijn als machinist!
variaties in Arc syntaxis voor verschillende G-Code dialecten en modi
wanneer IJK niet incrementeel zijn en hoe zit het met zowel IJK als R? Plus, andere modale Shenanigans en Arc variaties
dit is weer een van die plaatsen waar veel obscure dingen gebeuren en je moet weten wat je controller zal doen zonder iets aan te nemen. In het algemeen zou de regel moeten zijn dat als je zowel IJK als R in hetzelfde blok hebt, R voorrang heeft en IJK genegeerd wordt. Maar er zijn controllers die niet precies zo werken, dus zorg ervoor dat je weet wat er aan de hand is.
G-Wizard Editor laat u een aantal parameters specificeren in zijn Post die bepalen hoe bogen werken. Hier is een screenshot van de setup-opties:
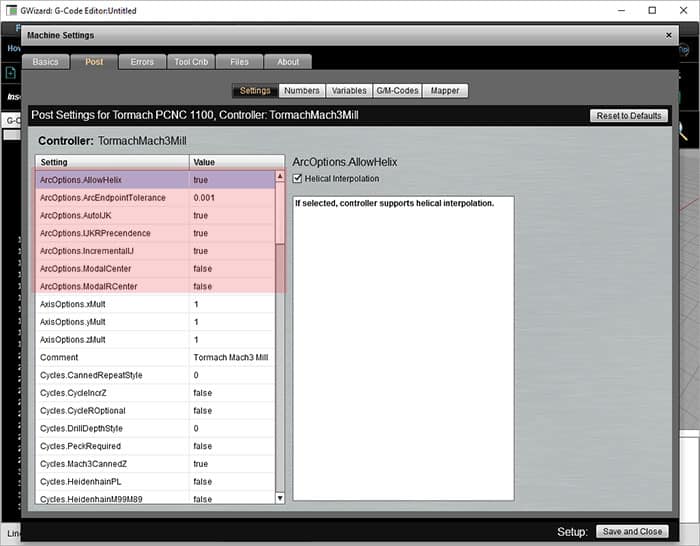
Arc opties voor G-Code simulatie
laten we deze opties doornemen:
– Incrementeel vs absoluut IJK: we hebben IJK besproken als het aanbieden van coördinaten ten opzichte van het beginpunt voor het centrum. Tel de I naar X, J naar Y, en K naar Z van het beginpunt en je krijgt het centrum. Veel besturingselementen hebben ook de optie voor IKK om de absolute coördinaten van het centrum.
– modale IJK-centra: wanneer IJK absolute middencoördinaten zijn, zullen sommige controllers het laatst gedefinieerde centrum onthouden, vandaar dat IJK in dat geval modaal is. Bij het gebruik van een control set-up als deze, kunt u gewoon xyz commando ‘ s blijven geven voor bogen zonder elke keer een nieuw centrum te definiëren. Het is niet duidelijk dat je veel bespaart-hoe vaak wil je een bos van bogen doen met hetzelfde centrum?
– modale R-centra: een andere variatie op het modale centrum is om de straal gedefinieerd door “R” modaal te laten zijn. Wat de laatste gebruikte R ook was, de controller onthoudt en gebruikt die waarde opnieuw als er geen R is gegeven. Dit lijkt nuttiger dan modal IJK. Een zak kan bijvoorbeeld bogen hebben voor de hoeken die allemaal dezelfde straal hebben.
– geef R voorrang: zoals gezegd gebruiken de meeste controllers ” R “wanneer zowel” R “als” IJK ” in hetzelfde blok worden gegeven. Maar met deze optie kun je die voorrang veranderen in IJK als je controller in plaats daarvan op die manier werkt.
– Spiraalvormige Interp.: Deze optie bepaalt of uw controller spiraalvormige interpolatie toestaat.
het meest voorkomende probleem bij het configureren van een CAM-Post of CNC-Simulator: Absolute vs relatieve IJK
we hebben allemaal de ervaring van het kijken naar een backplot (of erger, het zien van het in de werkelijke Gereedschap beweging die is vrij eng) en het zien van de gigantische bijna volledige cirkels en geen teken van de vertrouwde deel bewegingen die we verwacht te zien. Hier is een typisch voorbeeld:
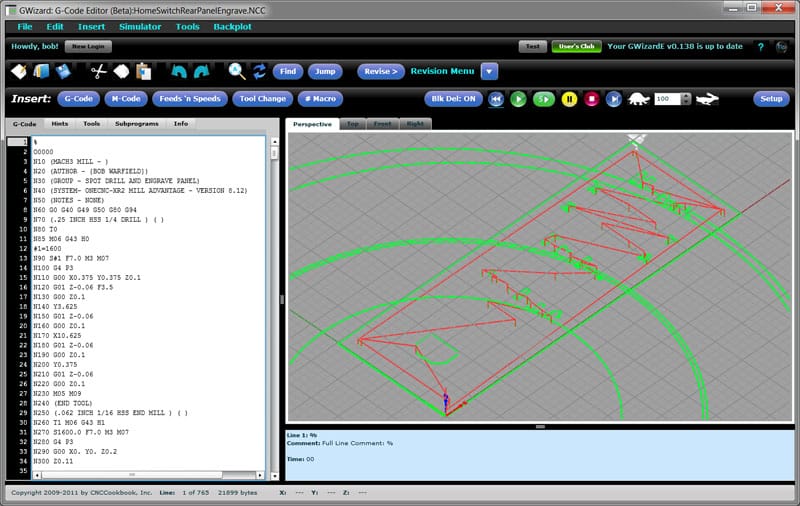
graveren bestand met slechte Post instellingen voor bogen …
als je dat soort dingen ziet, is het eerste dat gecontroleerd moet worden absoluut versus relatief IJK voor bogen. De instelling moet overeenkomen met wat de CAM produceert en wat de controller of simulator verwacht.
Probeer onze G-Code Simulator en Editor, gratis
fracties van een cirkel, kwadranten en Controllers
het eerste ding over een boog is het niet mogelijk om meer dan een 360 graden boog te specificeren. Er zijn een aantal uitzonderingen op dit op sommige controllers voor spiraalvormige interpolatie (zie hieronder), alleen maar omdat het nuttig kan zijn voor helixen. Als een volledige cirkel gewenst is, stel dan de begin-en eindpunten gelijk aan elkaar in:
G01 X3. 25 Y2.0
G02 X3.25 Y2.0 I-1.25 J0
interessant is dat u geen volledige cirkel kunt specificeren met de “R” notatie. Dit komt omdat er een oneindig aantal cirkels zijn die beginnen en eindigen op hetzelfde punt van een bepaalde straal, dus de controller heeft geen idee wat de juiste cirkel zou kunnen zijn.
er zijn nog meer grappige zaken met ” R ” en grotere bogen. Bijvoorbeeld, een boog kan nog steeds een bepaalde straal en met de klok mee (of tegen de klok in), maar het centrum is dubbelzinnig als je meer dan 90 graden reizen. Bijvoorbeeld::
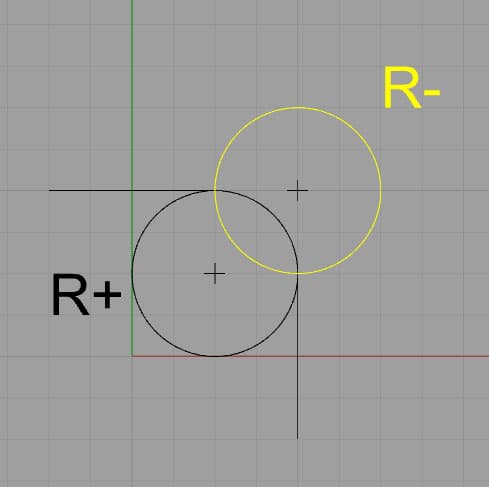
als R negatief is, neemt het het langere pad (in geel). Positief krijgt het kortere pad.
gegeven de twee getoonde keuzes, kiest de controller het pad op basis van het teken van de straal. Negatieve krachten hoe langer boog, positief hoe korter. Het negatieve teken dwingt de regelaar om een levensvatbare Boog van meer dan 180 graden te zoeken.
sommige controllers zijn nog toucher en zullen geen boog programmeren die een kwadrantlijn overschrijdt. De grootste hoek die een boog kan volgen is dus 90 graden, en die hoek mag geen 0, 90, 180 of 270 graden overschrijden. Voor hoeken van 90 graden die een kwadrantlijn overschrijden, moeten ze in twee stukken worden gebroken, waarbij de verbinding tussen de stukken recht op de kwadrantlijn ligt.
volledige cirkels zonder XYZ
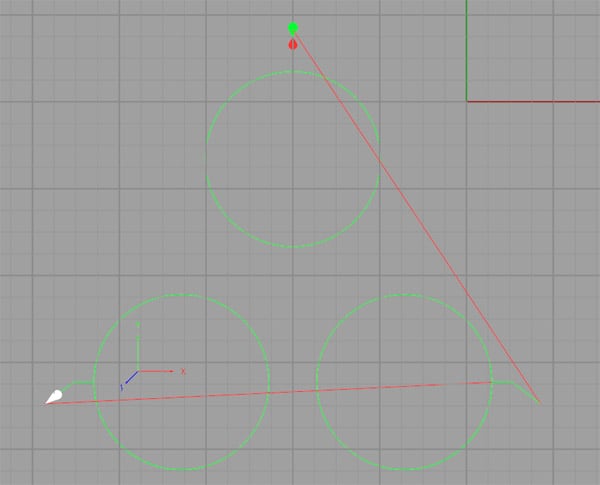
volledige cirkels komen tot stand wanneer de begin-en eindpunten identiek zijn en het centrum wordt gespecificeerd via IJK (onthoud, R leidt tot een oneindig aantal cirkels). Aangezien u wilt dat het begin en het eindpunt hetzelfde zijn, hoeft u misschien niet eens de moeite te nemen om het eindpunt met XYZ op te geven. Sommige controllers kunnen het nodig hebben, maar de meeste niet. Hier is een eenvoudig G-code programma dat 3 cirkels op deze manier produceert:
N45 G0 X-2. Y. 75
N46 G1 Z-.5 F10.
N47 Y. 5 F30. S2000
N48 G2 J-1,1
N49 G1 Y. 75
N50 Z. 2
N51 G0 X. 75 Y-3,4
N52 G1 Z-.5 F10.
N53 X. 5 F30.
N54 G2 I-1,1
N55 X. 75
N56 Z. 2
N57 G0 X-4,75 Y-3,4
N58 G1 Z-.5 F10.
N59 X-4.5 F30.
N60 G2 I1. 1
N61 G1 X-4,75
N62 Z. 2
en zo ziet de backplot eruit:
Tip Om Arc-programmering eenvoudiger te maken: Begin met segmenten
wanneer ik een gereedschapspad leg, laat ik de bogen liever tot het laatst. In plaats van elke boog, zet ik eenvoudig een lijnsegment waarvan de eindpunten overeenkomen met de eindpunten van de boog. Dit maakt het gemakkelijk om de ruwe schets van het gereedschapspad snel bij elkaar te krijgen, en het lijkt vaak gemakkelijker om terug te gaan en de lijnen om te zetten in bogen zodra de basisstructuur al op zijn plaats is.
Spiraalinterpolatie
een helix is een boog die continu in een derde dimensie beweegt, zoals een schroefdraad. Bij spiraalvormige interpolatie specificeren we zo ‘ n boog met G02/G03 om de snijder langs een spiraalvorm te bewegen. Dit kan worden gedaan voor draad frezen, interpoleren van een gat, of een verscheidenheid van andere doeleinden. Hier is een backplot van een 1/4 “NPT draadmolen programma:
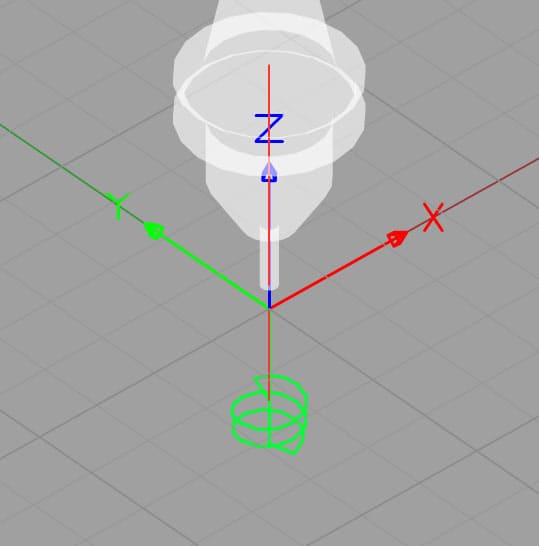
Helix voor draadfrezen …
hier is een voorbeeld van de code van het draadfrezenprogramma:
G01 G91 Z-0,6533 F100.
G01 G42 D08 X0.0235 Y-0.0939 F10.
G03 X0. 0939 Y0. 0939 Z0. 0179 R0. 0939
G03 X-0,1179 Y0. 1179 Z0. 0179 R0. 1179
G03 X-0,1185 Y-0,1185 Z0.0179 R0. 1185
G03 X0. 1191 Y-0,1191 Z0. 0179 R0. 1191 F16.
G03 X0. 1196 Y0. 1196 Z0. 0179 R0. 1196
G03 X-0,1202 Y0. 1202 Z0.0179 R0. 1202 F26.
G03 X-0.1207 Y-0.1207 Z0.0179 R0.1207
G03 X0.1213 Y-0.1213 Z0.0179 R0.1213
G03 X0.1218 Y0.1218 Z0.0179 R0.1218
G03 X-0.0975 Y0.0975 Z0.0179 R0.0975
Dit is de “R” (radius) – indeling voor de bogen, en er is een Z-coördinaat opgeven van een diepgaande verandering voor het eindpunt van elke boog. Deze code maakt gebruik van relatieve beweging (G91), dus elke “Z0.0179″ beweegt de snijder 0,0179” dieper.
G-Wizard Editor biedt een aantal echt nuttige informatie om te helpen met het begrijpen van spiraalvormige interpolatie. Hier is de Hint van de derde regel (eerste boog verplaatsen):
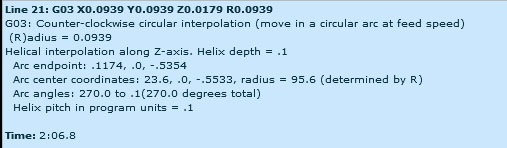
merk op dat de draad toonhoogte hier wordt berekend als 0.1″
GWE zal meten en u vertellen de helix toonhoogte, die in dit geval 0,100″is. Dat kan nuttig zijn voor het identificeren van wat voor soort draad wordt gefreesd. We kunnen ook zien dat deze bepaalde boog loopt van 270 graden naar een scosh meer dan nul (0,1 graden).
in een later hoofdstuk dat volledig aan dit onderwerp is gewijd, zullen we het draadfrezen nog veel meer in detail bespreken. Voor nu, we wilden gewoon dat u bekend bent met het idee dat je helixen evenals platte tweedimensionale bogen kunt maken.
gereedschapspaden maken uw Machine zal gelukkiger zijn met
wanneer de Snijder van richting verandert, voegt het een bepaalde hoeveelheid stress toe. De snijder zal meer of minder in het materiaal bijten dan het was geweest, afhankelijk van of de richtingen naar het werkstuk (of onbesneden materiaal) of weg ervan veranderen. Uw machine zal veel gelukkiger zijn als u een boog programmeert in plaats van een abrupte rechte koerswijziging. Zelfs een boog met een zeer kleine straal zal de controller om te voorkomen dat het veranderen van richting direct, die een teken in de afwerking in het beste geval kan achterlaten en chatter of andere problemen in het ergste geval veroorzaken. Voor kleine veranderingen van richting, is het misschien niet de moeite waard. Maar hoe meer abrupt de verandering, met 90 graden zeer abrupt, hoe groter de kans dat je een boog moet gebruiken om door de bocht te gaan.
bogen zijn ook een handige manier om de snede in te voeren, in plaats van de snijbak recht naar binnen te hebben. Voor informatie over het invoeren van de snede met een boog, zie de pagina gereedschapspad van de frezen Feeds en snelheden cursus.
oefeningen
1. Graaf de handleiding van uw CNC-controller uit en ga door de arc-instellingen om GWE in te stellen op de manier van werken van uw besturing.
2. Doe wat Etch-a-sketch experimenten met GWE. Maak een aantal toolpaths die bogen bevatten tot je comfortabel bent om ze te maken.
Volgend Artikel: Het uitvoeren van de Gwe G-Code Simulator
probeer de gratis proefversie van G-Wizard G-Code Editor …