Quick G-Code Arc Tutorial: Make G02 & G03 Easy, Avoid errors
Circular Interpolation is Motion Along a Circular Arc
Having just finished discussing linear interpolation, or motion in a straight line, we next come to circular interpolation, which is motion along a circular arc Tutorial. Além da habilidade bastante exótica de seguir um caminho “NURBS”, a maioria dos controladores de código-g apenas suportam dois tipos de movimento: linear e circular. A interpolação Circular é um pouco mais exigente na sua máquina, uma vez que dois eixos têm de ser coordenados com precisão. Desenhar um círculo completo envolve não só movimento coordenado, mas inversão de Direção em cada um dos 4 pontos do quadrante. Estes seriam os pontos correspondentes a 0, 90, 180 e 270 graus. Se a máquina tem qualquer backlash em tudo, será óbvio nestes reversos porque haverá uma falha no corte lá.
movimento Circular é um modo iniciado Via G02 e G03
como Movimento linear (iniciado por G00 e G01), movimento circular é um modo iniciado via G02 ou G03. O G02 estabelece um modo para arcos circulares no sentido horário. O G03 estabelece um modo para arcos circulares no sentido contrário ao dos ponteiros do relógio.

definição de um arco para o controlador CNC
uma vez que o modo G02 ou G03 é estabelecido, os arcos são definidos em código G identificando os seus 2 parâmetros e o centro que deve estar equi-distante de cada parâmetro ou ocorrerá um alarme. Os pontos finais são fáceis. O ponto de controle atual, ou localização quando o bloco é iniciado estabelece um ponto final. A outra pode ser estabelecida por coordenadas XYZ. O centro é um pouco mais complexo.
define o Centro através de compensações relativas de IJK
o centro é mais comumente identificado usando I, J, ou K para estabelecer compensações relativas do ponto de partida do arco para o centro. Aqui está um típico arco no sentido horário:

definindo um centro de arco com IJK…
este arco começa em X0Y2 e termina em X2Y0. O centro fica em X0Y0. Podemos especificá-lo em código g como este.:
G02 (configurar o modo de arco no Sentido DOS ponteiros do relógio)
X2Y0 I0J-2.0
o I e o J especificam as coordenadas relativas desde o ponto de partida até ao centro. Em outras palavras, se adicionarmos o valor I ao ponto de partida X, e o valor J ao ponto de partida Y, obtemos o X e Y para o centro.
define o Centro através do raio usando “R”
podemos também definir o centro apenas especificando o raio do círculo. Neste caso, o nosso círculo tem um raio de 2, por isso o código-g pode ser simplesmente:
G02
X2Y0 R2
muitos de vocês vão decidir aqui e agora que, uma vez que R é mais fácil de entender e mais curto de escrever, você só vai usar R e esquecer IJK. Mas, os professores CNC no mundo vão sugerir que você deve preferir IJK. O argumento deles é que, quando se usa o IJK, se verifica duas vezes se o arco está correcto.Porquê?
porque o controlador consegue calcular um conjunto real de Coordenadas para o centro via IJK. Uma vez que ele tem as coordenadas do centro, ele pode verificar que ele está equa-distante de ambos os pontos finais. A verificação de cada uma dessas duas distâncias é a verificação dupla. No caso do formato “R”, O controlador não tem tal verificação dupla. Tem de escolher um centro que garanta a mesma distância.
pessoalmente, eu não sei se concordo com os instrutores CNC que isso está fornecendo qualquer verificação extra ou não. Eu digo para seguir qualquer abordagem que faça sentido para a sua situação particular, mas você definitivamente deve estar familiarizado e confortável com ambos. Vais precisar de estar confortável com as coordenadas relativas de qualquer maneira, porque elas são muito úteis. Mais vale ficar confortável agora.É como se te tivessem dito que só devias usar a caixa de 4 maxilares num torno quando começares, para te sentires confortável a marcar. É uma boa habilidade para ser bom como maquinista!
variações na sintaxe do arco para diferentes dialetos e modos de código G
quando o IJK não é Incremental e o que dizer de ter tanto IJK quanto R? Além disso, outros Shenanigans modais e variações de arco
este é outro daqueles lugares onde muitas coisas obscuras acontecem e você precisa saber o que seu controlador vai fazer sem assumir nada. Em geral, a regra é que, se se tem o IJK e o R no mesmo bloco, O R tem precedência e o IJK é ignorado. Mas há controladores que não funcionam exatamente assim, por isso, certifique-se que sabe o que está acontecendo.
Editor G-Wizard vamos especificar vários parâmetros no seu Post que determinam como os arcos funcionam. Aqui está uma imagem das opções de configuração:
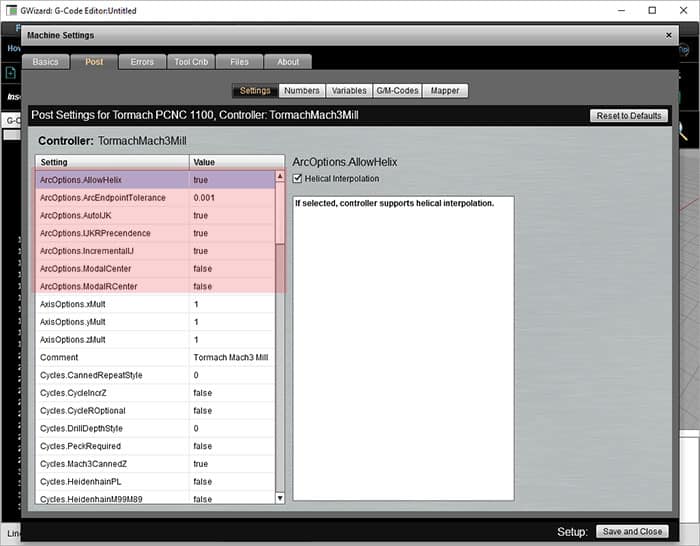
Arc Options for G-Code Simulation
Let’s go over these options:
– Incremental vs Absolute IJK: we’ve discussed IJK as offering coordinates relative to the starting point for the center. Adicione o I A X, J A Y, E K A Z do ponto de partida e você fica com o centro. Muitos controles também têm a opção de IJK para ser as coordenadas absolutas do centro.
– centros IJK Modal: quando o IJK são coordenadas centrais absolutas, alguns controladores irão se lembrar do último centro definido, portanto o IJK é modal nesse caso. Ao usar um controle configurado como este, você pode simplesmente continuar emitindo comandos XYZ para arcos sem ter que definir um novo centro de cada vez. Não é claro que você vai economizar muito embora – quantas vezes você quer fazer um monte de arcos com o mesmo centro?
– centros R modais: outra variação na ideia do centro modal é permitir que o raio definido por” R ” seja modal. Seja qual for o último R usado foi, o controlador lembra e usa esse valor novamente se nenhum R é dado. Isto parece mais útil do que o IJK modal. Por exemplo, um bolso pode ter arcos para os cantos que são todos o mesmo raio.
– dar precedência R: como mencionado, a maioria dos controladores irá usar ” R “Quando tanto” R “quanto” IJK ” são dados no mesmo bloco. Mas esta opção permite-lhe alterar essa precedência para IJK se o seu controlador funciona dessa forma em vez disso.
– Helical Interp.: Esta opção governa se o seu controlador permite interpolação helicoidal.
o problema mais comum de configurar um Post de CAM ou simulador CNC: Absoluto vs relativo IJK
todos nós tivemos a experiência de olhar para um backplot (ou pior, vê-lo no movimento da ferramenta real que é bastante assustador) e ver os círculos gigantes quase completos e nenhum sinal dos movimentos da parte familiar que esperávamos ver. Aqui está um exemplo típico:
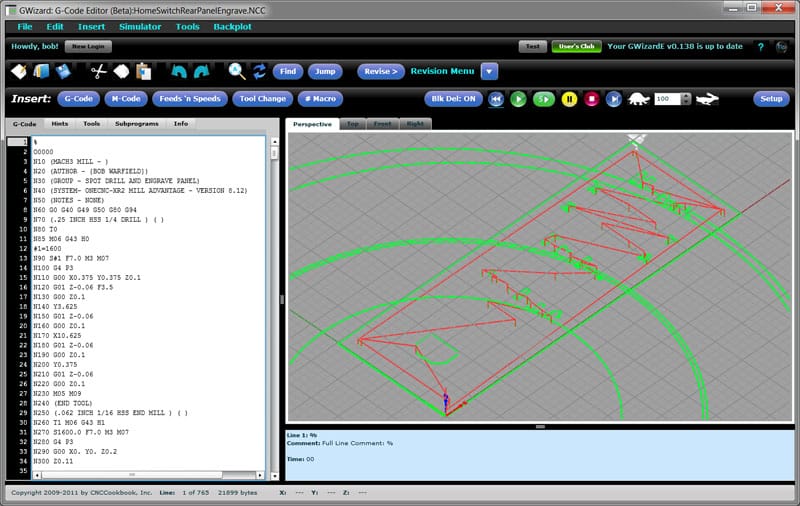
ficheiro gravado com má configuração de Post para Arcos…
se vir esse tipo de coisa, a primeira coisa a verificar é o IJK absoluto versus relativo para arcos. A configuração tem que coincidir entre o que a CAM produz e o que o controlador ou simulador espera.
tente nosso simulador e Editor de código G, livre
frações de um círculo, quadrantes, e Controladores
A primeira coisa sobre um arco é que não é possível especificar mais do que um arco de 360 graus. Existem algumas exceções a isso em alguns controladores para interpolação helicoidal (veja abaixo), apenas porque pode ser útil para hélices. Quando um círculo completo é desejado, definir os pontos de início e fim iguais um ao outro:
G01 X3.25 Y2.0
G02 X3.25 Y2.0 I-1,25 J0
curiosamente, não pode indicar um círculo completo com a notação “R”. Isto é porque há um número infinito de círculos que começam e terminam no mesmo ponto de um raio particular, então o controlador não tem idéia do que o círculo correto pode ser.
há ainda mais negócios engraçados com” R ” e arcos maiores. Por exemplo, um arco ainda pode ser de um raio particular e no sentido horário (ou no sentido contrário ao dos ponteiros do relógio), mas o centro é ambíguo se você viaja mais de 90 graus. Por exemplo:
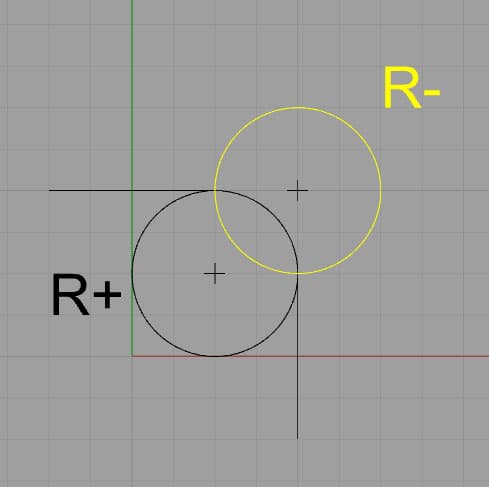
se R for negativo, leva o caminho mais longo (em amarelo). O positivo é o caminho mais curto.
dadas as duas opções mostradas, O controlador escolhe o caminho com base no sinal do raio. Forças negativas o arco mais longo, positivo o mais curto. O sinal negativo obriga o controlador a procurar um arco viável de mais de 180 graus.
alguns controladores são ainda mais sensíveis e não programam um arco que cruza uma linha do quadrante. Assim, o maior ângulo que um arco pode seguir é de 90 graus, e esse ângulo não deve cruzar 0, 90, 180 ou 270 graus. Para ângulos de 90 graus que cruzam uma linha do quadrante, eles devem ser quebrados em dois pedaços, com a junção entre as peças sendo exatamente na linha do quadrante.
círculos completos sem XYZ
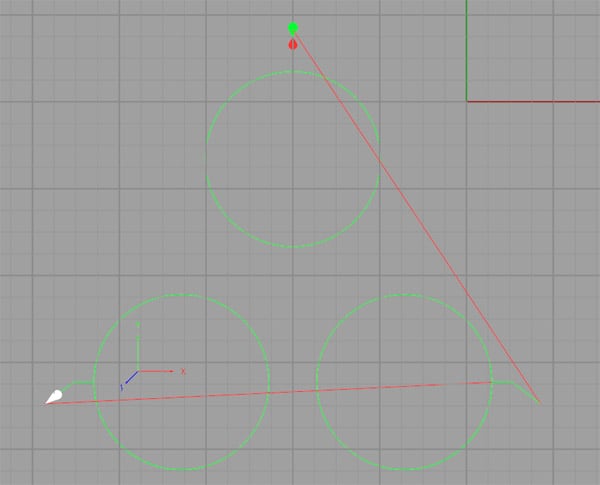
círculos completos surgem quando os pontos de partida e de chegada são idênticos e o centro é especificado via IJK (lembre-se, r leva a um número infinito de círculos). Dado que você quer que o início e o endpoint para ser o mesmo, você pode não precisar se incomodar mesmo especificando o ponto final com XYZ. Alguns controladores podem exigir, mas a maioria não. Aqui está um programa de código g simples que produz 3 círculos desta forma:
N45 G0 X-2. Y. 75
N46 G1 Z-.5 F10.
N47 Y. 5 F30. S2000
N48 G2 J-1.1
N49 G1 Y. 75
N50 Z. 2
N51 G0 X. 75 Y-3.4
N52 G1 Z -.5 F10.
N53 X. 5 F30.
N54 G2 I-1.1
N55 X. 75
N56 Z. 2
N57 G0 X-4,75 Y-3.4
N58 G1 Z -.5 F10.
N59 X-4.5 F30.
N60 G2 I1.1
N61 G1 X-4, 75
N62 Z. 2
e aqui está como o backplot se parece:
Tip to Make Arc Programming Simpler: Comece com os segmentos
quando estou a lançar uma plataforma de ferramentas, prefiro deixar os arcos até ao fim. No lugar de cada arco, eu simplesmente coloquei um segmento de linha cujos pontos finais correspondem aos pontos finais do arco. Isto torna mais fácil obter o esboço áspero do caminho de ferramentas juntos rapidamente, e muitas vezes parece tornar mais fácil voltar e converter as linhas para arcos uma vez que a estrutura básica já está no lugar.
interpolação helicoidal
uma hélice é um arco que se move continuamente numa terceira dimensão,como um rosca. Com interpolação helicoidal, especificamos tal arco com G02 / G03, a fim de mover o cortador ao longo de uma hélice. Isto pode ser feito para fresar fios, interpolar um buraco, ou uma variedade de outras finalidades. Aqui está um backplot de um programa de fio 1/4 “NPT:
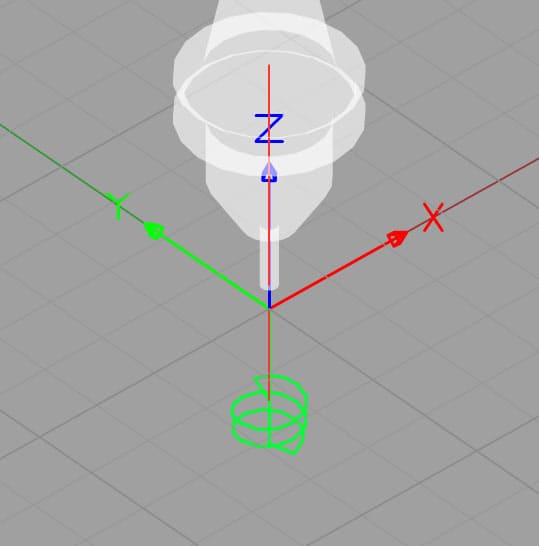
Helix para moagem de fios…
aqui está uma amostra do Código do programa de moagem de fios:
G01 G91 Z-0.6533 F100.
G01 G42 D08 X0. 0235 Y-0, 0939 F10.
G03 X 0.0939 Y0.0939 Z0.0179 R0.0939
G03 X-0.1179 Y0.1179 Z0.0179 R0.1179
G03 X-0.1185 Y-0.1185 Z0.0179 R0. 1185
G03 X0. 1191 Y-0.1191 Z0. 0179 R0. 1191 F16.
G03 X0. 1196 Y0. 1196 Z0. 0179 R0.1196
G03 X-0.1202 Y0.1202 Z0.0179 R0.1202 F26.
G03 X-0.1207 Y-0.1207 Z0. 0179 R0. 1207
G03 X0. 1213 Y-0.1213 Z0. 0179 R0.1213
G03 X0.1218 Y0.1218 Z0.0179 R0.1218
G03 X-0.0975 Y0.0975 Z0. 0179 R0.0975
este é o formato ” R ” (raio) para os arcos, e note que há uma coordenada Z para especificar uma mudança de profundidade para o ponto final de cada arco. Este código usa movimento relativo (G91), então cada “Z0.0179″ move o separador 0.0179” mais fundo.
o Editor G-Wizard fornece algumas informações realmente úteis para ajudar a compreender a interpolação helicoidal. Aqui está a dica da terceira linha (movimento do primeiro arco):
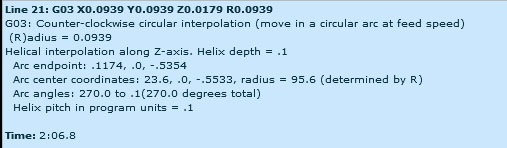
Note que o passo do fio aqui é calculado como 0.1 “
GWE irá medir e dizer-lhe o passo da hélice, que neste caso é 0.100″. Isso pode ser útil para identificar que tipo de fio está sendo moído. Nós também podemos ver que este arco em particular corre de 270 graus para um scosh mais do que zero (0,1 graus).
revisitaremos a moagem de fios em muito mais detalhes em um capítulo posterior dedicado inteiramente ao assunto. Por agora, nós só queríamos que você estivesse familiarizado com a idéia de que você pode fazer hélices, bem como arcos bidimensionais planos.
fazer caixas de ferramentas a sua máquina ficará mais feliz com
sempre que o separador mudar de direcção, adiciona uma certa quantidade de stress. O cortador morderá o material mais ou menos do que tinha sido, dependendo se as direções mudam para a peça de trabalho (ou material não cortado) ou longe dele. Sua máquina será muito mais feliz se você programar um arco em vez de uma abrupta mudança de direção. Mesmo um arco com um raio muito pequeno permitirá que o controlador evite mudar de direção instantaneamente, o que pode deixar uma marca no final no melhor caso e causar chatter ou outros problemas no pior caso. Para ligeiras mudanças de direcção, pode não valer a pena. Mas quanto mais abrupta a mudança, com 90 graus sendo muito abrupta, maior a probabilidade de usar um arco para facilitar a volta.
os arcos são também uma forma útil de entrar no corte, em vez de ter a bateleira a entrar. Para obter informações sobre a entrada do corte com um arco, consulte a página de ferramentas do Curso De Alimentação e velocidades de moagem.
exercícios
1. Escave o seu manual do controlador CNC e passe pelas configurações do arco para configurar o GWE para corresponder à forma de operação do seu controlo.
2. Faz experiências com o GWE. Crie alguns caminhos de ferramentas que incluem arcos até que você esteja confortável em criá-los.Artigo Seguinte: Executando o simulador de código GWE
tente a versão de teste livre do editor de código G-Wizard …