Quick G-Code arc Tutorial: Face G02 & G03 ușor, pentru a evita greșelile
interpolare circulară este mișcare de-a lungul unui Arc Circular
având doar terminat discuta interpolare liniară, sau mișcare în linie dreaptă, vom veni apoi la interpolare circulară, care este mișcare de-a lungul unui arc circular. În afară de capacitatea destul de exotică de a urma o cale „NURBS”, majoritatea controlerelor de cod g acceptă doar două tipuri de mișcare: liniară și circulară. Interpolarea circulară este destul de puțin mai solicitantă pentru mașina dvs., deoarece două axe trebuie coordonate cu precizie. Desenarea unui cerc complet implică nu doar o mișcare coordonată, ci o inversare a direcției la fiecare dintre cele 4 puncte ale cadranului. Acestea ar fi punctele corespunzătoare la 0, 90, 180 și 270 de grade. Dacă mașina are vreo reacție, va fi evident la aceste inversări, deoarece va exista o eroare în tăietură acolo.
mișcarea circulară este un mod inițiat prin G02 și G03
la fel ca mișcarea liniară (inițiată de G00 și G01), mișcarea circulară este un mod inițiat prin G02 sau G03. G02 stabilește un mod pentru arcurile circulare în sensul acelor de ceasornic. G03 stabilește un mod pentru arcurile circulare în sens invers acelor de ceasornic.

definirea unui Arc pentru controlerul CNC
după stabilirea modului G02 sau G03, arcurile sunt definite în cod G prin identificarea celor 2 puncte finale și a centrului care trebuie să fie la distanță egală de fiecare punct final sau va apărea o alarmă. Punctele finale sunt ușoare. Punctul de control curent sau locația când blocul este început stabilește un punct final. Celălalt poate fi stabilit prin coordonate XYZ. Centrul este un pic mai complex.
definirea Centrului prin compensări Relative IJK
centrul este cel mai frecvent identificat folosind I, J sau K pentru a stabili compensări relative de la punctul de plecare al arcului la centru. Iată un arc tipic în sensul acelor de ceasornic:

definirea centrului unui arc cu IJK…
acest arc începe de la X0Y2 și se termină la X2Y0. Centrul este la X0Y0. Am putea specifica în G-cod ca aceasta:
G02 (configurați modul arc în sensul acelor de ceasornic)
X2Y0 I0J-2.0
I și J specifică coordonatele relative de la punctul de pornire la centru. Cu alte cuvinte, dacă adăugăm valoarea I la punctul de plecare X și valoarea J la punctul de plecare Y, obținem X și Y pentru centru.
definirea Centrului prin raza folosind „R”
putem defini, de asemenea, Centrul doar prin specificarea raza cercului. În acest caz, cercul nostru are o rază de 2, astfel încât codul g ar putea fi pur și simplu:
G02
X2Y0 R2
mulți dintre voi veți decide chiar aici și acum că, din moment ce R este mai ușor de înțeles și mai scurt de scris, veți folosi R și veți uita de IJK. Dar, profesorii CNC din lume vă vor sugera că ar trebui să preferați IJK. Argumentul lor este că atunci când utilizați IJK, veți obține o verificare dublă că arcul dvs. este corect.
de ce?
deoarece controlerul ajunge să calculeze un set real de coordonate pentru centru prin IJK. Odată ce are coordonatele centrului, poate verifica dacă este la distanță egală de ambele puncte finale. Verificarea fiecăreia dintre aceste două distanțe este verificarea dublă. În cazul formatului” R”, controlerul nu are o astfel de verificare dublă. Trebuie să aleagă un centru care să garanteze o distanță egală.
personal, nu știu dacă sunt de acord cu instructorii CNC că acest lucru oferă verificări suplimentare sau nu. Eu spun du-te cu orice abordare are sens pentru situația dumneavoastră particulară, dar ar trebui să fie cu siguranta familiar și confortabil cu ambele. Oricum va trebui să vă simțiți confortabil cu coordonatele relative, deoarece acestea sunt darned la îndemână. Poate la fel de bine obține confortabil acum.
este ca și cum ți s-ar spune că ar trebui să folosești mandrina cu 4 fălci pe un strung doar la prima pornire, astfel încât să te simți foarte confortabil apelând-o. Este o abilitate bună să fii bun ca mașinist!
variații ale sintaxei Arc pentru diferite dialecte și moduri de cod G
când IJK nu sunt incrementale și ce zici de a avea atât IJK, cât și R? În plus, alte Shenanigane modale și variații de Arc
acesta este un alt loc în care se întâmplă o mulțime de lucruri obscure și trebuie să știți ce va face controlerul dvs. fără a presupune nimic. În general, regula ar trebui să fie că, dacă aveți atât IJK, cât și R în același bloc, R are prioritate și IJK este ignorat. Dar există controlere care nu funcționează exact așa, așa că asigurați-vă că știți ce se întâmplă.
editorul G-Wizard vă permite să specificați mai mulți parametri în postarea sa care determină modul în care funcționează arcurile. Iată o captură de ecran a opțiunilor de configurare:
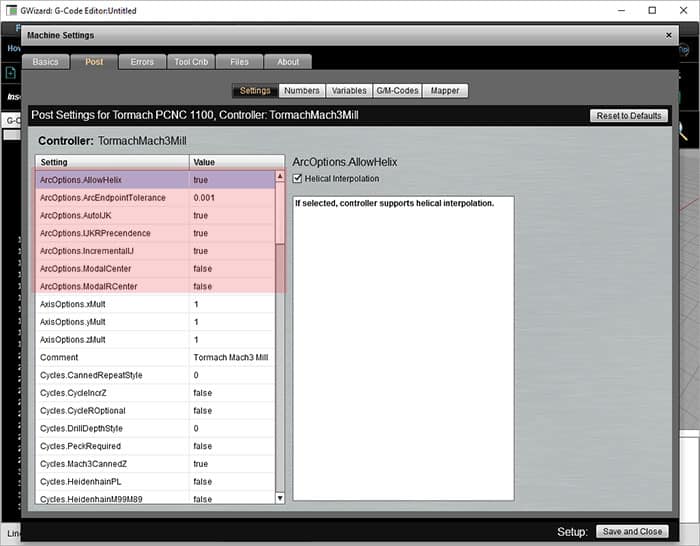
Opțiuni Arc pentru simularea Codului G
să trecem peste aceste opțiuni:
– IJK Incremental vs absolut: am discutat despre IJK ca oferind coordonate în raport cu punctul de plecare pentru centru. Adăugați I la X, J la Y și K La Z din punctul de plecare și obțineți Centrul. Multe controale au, de asemenea, opțiunea ca IJK să fie coordonatele absolute ale centrului.
– Centre IJK modale: când IJK sunt coordonate centrale absolute, unii controlori își vor aminti ultimul centru definit, prin urmare IJK este modal în acest caz. Când utilizați un control configurat astfel, puteți continua să emiteți comenzi XYZ pentru arce fără a fi nevoie să definiți un nou centru de fiecare dată. Nu este clar că veți economisi mult-cât de des doriți să faceți o grămadă de arce cu același centru?
– centre R modale: o altă variație a ideii de centru modal este de a permite razei definite de „R” să fie modală. Oricare ar fi fost ultimul r folosit, controlerul își amintește și folosește din nou această valoare dacă nu este dat niciun R. Acest lucru pare mai util decât IJK modal. De exemplu, un buzunar ar putea avea arce pentru colțurile care sunt toate aceeași rază.
– dă prioritate R: după cum sa menționat, majoritatea controlerelor vor folosi „R” atunci când atât „R”, cât și „IJK” sunt date în același bloc. Dar această opțiune vă permite să modificați această prioritate la IJK dacă controlerul dvs. funcționează în acest fel.
cea mai frecventă problemă la configurarea unui post cu came sau a unui simulator CNC: Absolut vs relativ IJK
cu toții am avut experiența de a privi un backplot (sau, mai rău, de a-l vedea în mișcarea reală a instrumentului, care este destul de înfricoșător) și de a vedea cercurile gigantice aproape complete și nici un semn al mișcărilor familiare pe care ne așteptam să le vedem. Iată un exemplu tipic:
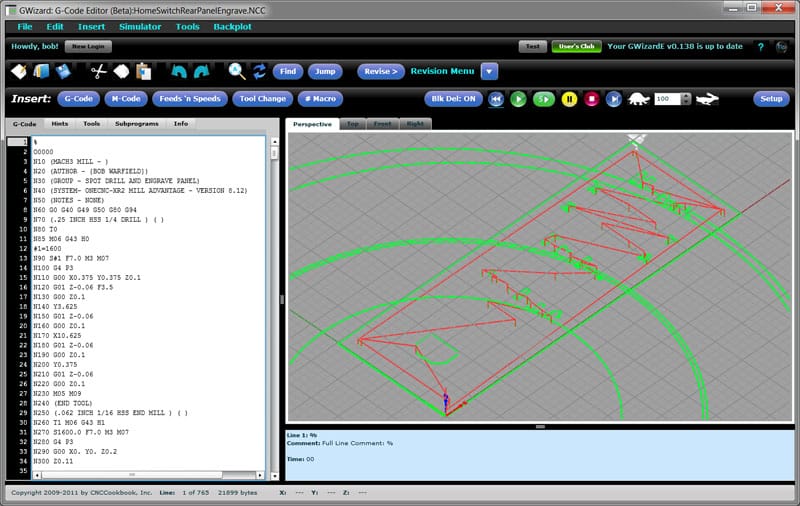
grava fișier cu setările post rău pentru arce…
dacă vedeți acest tip de lucru, primul lucru pentru a verifica este absolută față de relativă IJK pentru arce. Setarea trebuie să se potrivească între ceea ce produce cama și ceea ce se așteaptă controlerul sau simulatorul.
încercați simulatorul și editorul nostru de cod G, gratuit
fracțiuni ale unui cerc, cadrane și controlere
primul lucru despre un arc este că nu este posibil să specificați mai mult de un arc de 360 de grade. Există câteva excepții de la acest lucru pe unele controlere pentru interpolare elicoidală (vezi mai jos), doar pentru că poate fi util pentru helixuri. Când se dorește un cerc complet, setați punctele de început și de sfârșit egale unul cu celălalt:
G01 X3.25 Y2.0
G02 X3.25 Y2.0 I-1.25 J0
interesant, nu puteți specifica un cerc complet cu notația „R”. Acest lucru se datorează faptului că există un număr infinit de cercuri care încep și se termină în același punct al unei anumite raze, astfel încât controlerul nu are nicio idee care ar putea fi cercul corect.
există încă afaceri mai amuzante cu” R ” și arce mai mari. De exemplu, un arc poate fi încă de o anumită rază și în sensul acelor de ceasornic (sau în sens invers acelor de ceasornic), dar centrul este ambiguu dacă călătoriți mai mult de 90 de grade. De exemplu:
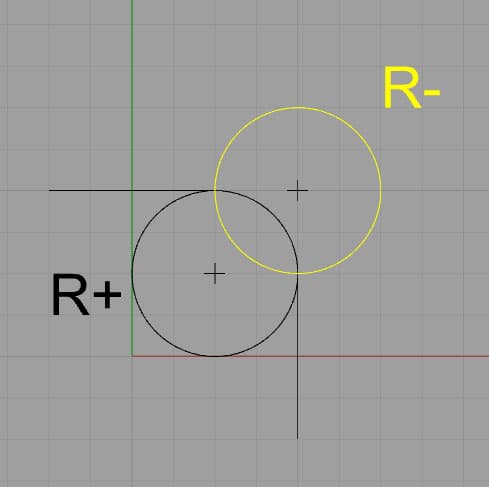
dacă R este negativ, este nevoie de calea mai lungă (în galben). Pozitiv devine calea mai scurtă.
având în vedere cele două opțiuni afișate, controlerul alege calea pe baza semnului razei. Forțele Negative cu cât arcul este mai lung, pozitiv cu atât este mai scurt. Semnul negativ forțează controlerul să caute un arc viabil de peste 180 de grade.
unele controlere sunt touchier încă și nu va programa un arc care traversează o linie de cadran. Prin urmare, cel mai mare unghi pe care un arc îl poate urma este de 90 de grade, iar acel unghi nu trebuie să traverseze 0, 90, 180 sau 270 de grade. Pentru unghiuri de 90 de grade care traversează o linie de cadran, acestea trebuie rupte în două bucăți, îmbinarea dintre piese fiind chiar pe linia cadranului.
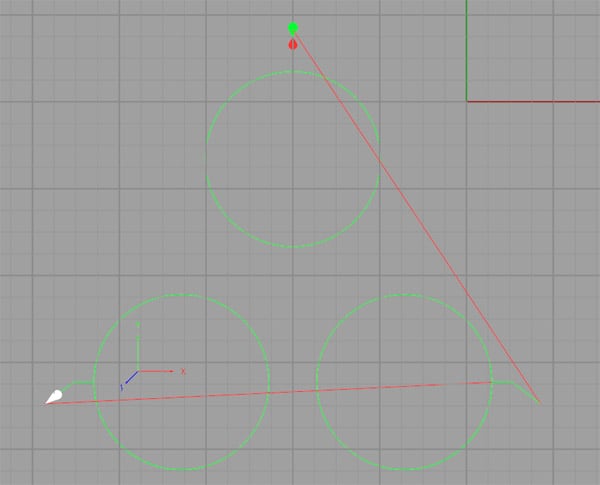
cercuri complete fără XYZ
cercuri complete apar atunci când punctele de început și finale sunt identice și centrul este specificat prin IJK (amintiți-vă, R duce la un număr infinit de cercuri). Având în vedere că doriți ca începutul și punctul final să fie aceleași, este posibil să nu fie nevoie să vă deranjați nici măcar să specificați punctul final cu XYZ. Unele controlere pot solicita acest lucru, dar majoritatea nu. Iată un program simplu g-code care produce 3 cercuri în acest fel:
N45 G0 X-2. Y. 75
N46 G1 Z-.5 F10.
N47 Y. 5 F30. S2000
N48 G2 J-1, 1
N49 G1 Y, 75
N50 Z, 2
N51 G0 X, 75 Y-3, 4
N52 G1 Z-.5 F10.
N53 X. 5 F30.
N54 G2 I-1, 1
N55 X, 75
N56 Z. 2
N57 G0 X-4, 75 Y-3, 4
N58 G1 Z-.5 F10.
N59 X – 4, 5 F30.
N60 G2 I1.1
N61 G1 X-4, 75
N62 Z. 2
și iată cum arată backplot-ul:
sfat pentru a simplifica programarea Arc: Începeți cu segmente
când stabilesc o cale de instrumente, prefer să părăsesc arcurile până la sfârșit. În locul fiecărui arc, am pus pur și simplu un segment de linie ale cărui puncte finale corespund punctelor finale ale arcului. Acest lucru facilitează obținerea rapidă a schiței brute a căii de instrumente și, adesea, pare să ușureze întoarcerea și transformarea liniilor în arce odată ce structura de bază este deja în vigoare.
interpolare elicoidală
o helix este un arc care se mișcă continuu într-o a treia dimensiune, ca un fir de șurub. Cu interpolare elicoidală, specificăm un astfel de arc cu G02/G03 pentru a deplasa tăietorul de-a lungul unei spirale. Acest lucru se poate face pentru frezarea firului, interpolarea unei găuri sau o varietate de alte scopuri. Aici este un backplot de la un program de 1/4 „NPT filet mill:
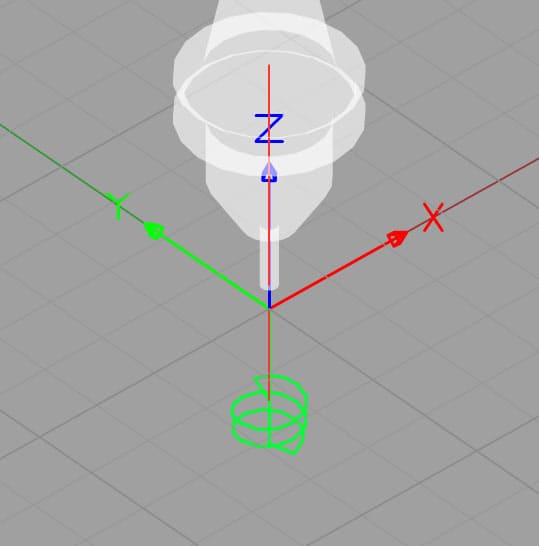
Helix pentru frezare filet…
aici este un eșantion de cod din programul de frezare filet:
G01 G91 Z-0.6533 F100.
G01 G42 D08 X0. 0235 Y-0, 0939 F10.
G03 X0. 0939 Y0.0939 Z0.0179 R0.0939
G03 X-0,1179 Y0.1179 Z0.0179 R0.1179
G03 X-0,1185 Y-0,1185 Z0.0179 R0.1185
G03 X0.1191 Y-0, 1191 Z0.0179 R0.1191 F16.
G03 X0. 1196 Y0.1196 Z0.0179 R0.1196
G03 X-0, 1202 Y0.1202 Z0.0179 R0.1202 F26.
G03 X-0,1207 Y-0,1207 Z0.0179 R0.1207
G03 X0.1213 Y-0,1213 Z0.0179 R0.1213
G03 X0.1218 Y0.1218 Z0.0179 R0.1218
G03 X-0.0975 Y0.0975 Z0.0179 R0.0975
acesta este formatul „r” (rază) pentru arce și rețineți că există o coordonată Z pentru a specifica o schimbare de adâncime pentru punctul final al fiecărui arc. Acest cod folosește mișcare relativă (G91), astfel încât fiecare „Z0.0179″ mută tăietorul cu 0,0179” mai adânc.
g-Wizard Editor oferă câteva informații foarte utile pentru a ajuta la înțelegerea interpolare elicoidale. Aici este indiciu de la a treia linie (prima mutare arc):
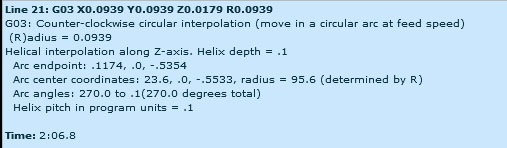
notă pasul filetului aici este calculat ca 0,1″
GWE va măsura și vă va spune pasul helix, care în acest caz este 0,100″. Acest lucru poate fi util pentru a identifica ce fel de fir este măcinat. Putem vedea, de asemenea, că acest arc special rulează de la 270 de grade la un scosh mai mare de zero (0,1 grade).
vom revedea frezarea firelor mult mai detaliat într-un capitol ulterior dedicat în întregime subiectului. Deocamdată, am vrut doar să vă familiarizați cu ideea că puteți face spirale, precum și arcuri bidimensionale plate.
efectuarea traiectoriilor mașinii dvs. va fi mai fericită cu
ori de câte ori tăietorul își schimbă direcția, adaugă o anumită cantitate de stres. Tăietorul va mușca în material fie mai mult, fie mai puțin decât fusese, în funcție de faptul dacă direcțiile se schimbă spre piesa de prelucrat (sau Materialul netăiat) sau departe de ea. Mașina dvs. va fi mult mai fericită dacă programați un arc, mai degrabă decât o schimbare bruscă de direcție. Chiar și un arc cu o rază foarte mică va permite controlerului să evite schimbarea instantanee a direcției, ceea ce poate lăsa un semn în finisaj în cel mai bun caz și poate provoca discuții sau alte probleme în cel mai rău caz. Pentru mici schimbări de direcție, este posibil să nu merite. Dar cu cât schimbarea este mai bruscă, cu 90 de grade fiind foarte bruscă, cu atât este mai mare probabilitatea să folosiți un arc pentru a ușura virajul.
arcurile sunt, de asemenea, o modalitate utilă de a intra în tăietură, mai degrabă decât de a avea barja tăietorului drept înăuntru. Pentru informații despre introducerea tăieturii cu un arc, consultați pagina toolpath din cursul feed-uri și viteze de frezare.
exerciții
1. Săpați manualul controlerului CNC și parcurgeți setările arc pentru a configura GWE pentru a se potrivi modului de operare al controlului dvs.
2. Faceți niște experimente etch-A-sketch cu GWE. Creați câteva căi de instrumente care includ arce până când vă simțiți confortabil să le creați.
Articolul Următor: Rularea Gwe G-Code Simulator
încercați versiunea de încercare gratuită a G-Wizard G-Code Editor…